| raconte-moi-woippy | Retour menu |
Dernière mise à jour : 9 janvier 2020
| La gare de triage de Woippy - 16 / 16 - |
 N° 1731 - 24 février 1980 |
LES ATELIERS |
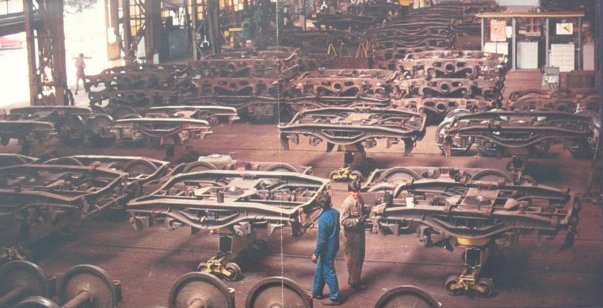 |
Le chantier bogies traite les unités mécano-soudées comme celles en acier moulé. Pour ces dernières, l'entretien de Montigny est le seul en France équipé pour la réparation des fissures traverse-crapaudine. |
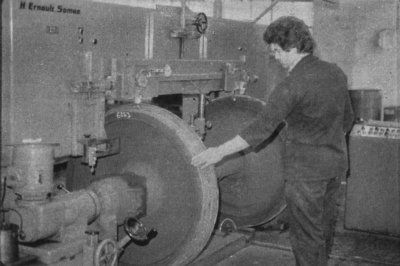
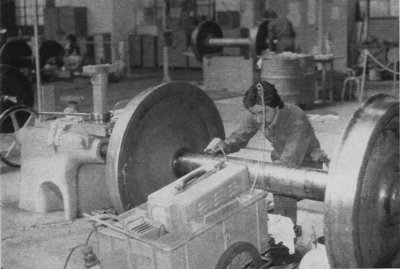
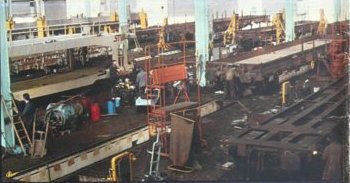 L'atelier de réparation des wagons où ne s'effectuent que des interventions limitées sur le matériel.  L'usinage d'une fusée d'essieu. |
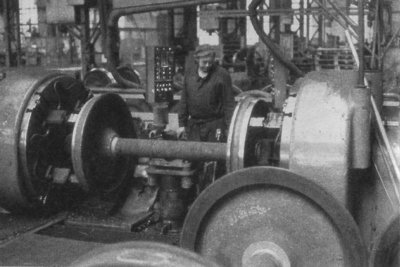
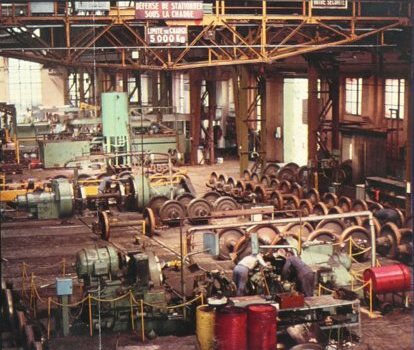 Vue générale du chantier essieux. Outre la couverture de ses propres besoins, l'entretien de Montigny assure également l'approvisionnement de nombreux autres centres du réseau de l'Est. |
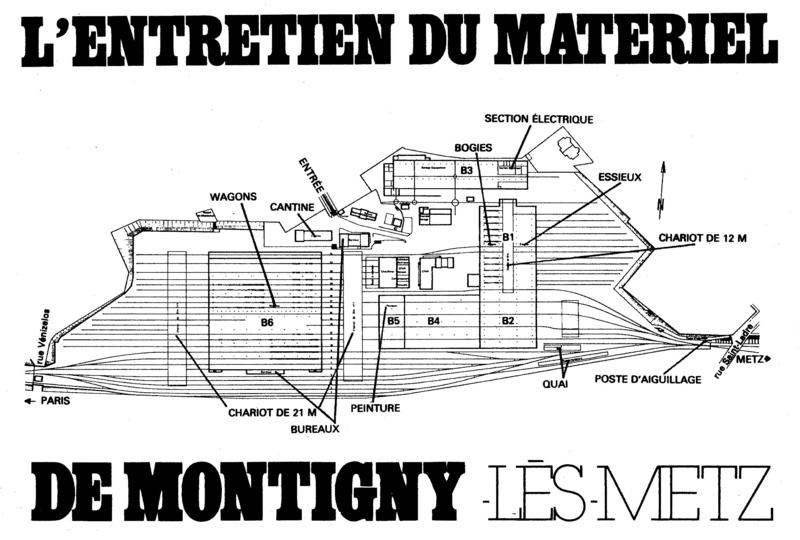
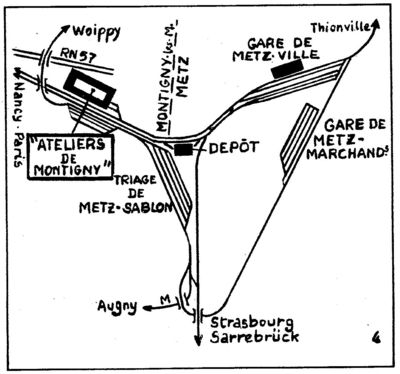
Confortablement installé dans le train qui l'amène de Paris ou de Nancy, le voyageur découvre, sur sa gauche, lors de son arrivée à Metz, d'importantes installations ferroviaires que les gens du pays ont coutume d'appeler « les Ateliers de Montigny ». Il s'agit en réalité de l'entretien de Montigny-lès-Metz qui a pour activité principale la révision et l'entretien des wagons plats à bogies de grande longueur.
Important établissement sur le plan régional comme sur le plan national, il concourt avec d'autres, disséminés sur le territoire national, à la maintenance et à l'adaptation aux besoins du parc de wagons à marchandises de la S.N.C.F. A ces deux titres, il nous a semblé intéressant de le présenter plus en détail en soulignant le rôle particulier qui est le sien parmi ses pairs.
Une histoire déjà longue
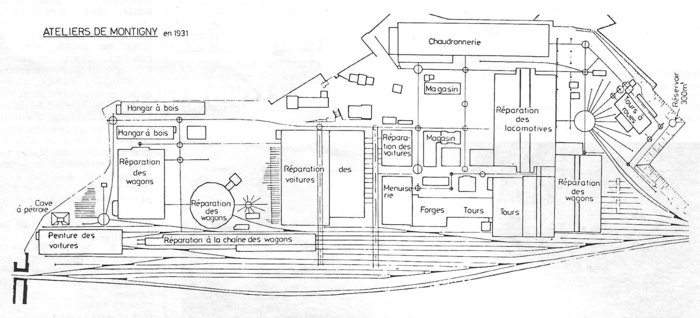
Géographiquement situé entre la route nationale 57 de Metz vers Pont-à-Mousson et les voies ferrées Metz-Paris et Metz-Nancy, l'entretien de Montigny s'inscrit schématiquement dans un rectangle de 600 m de long sur 220 m de large, pour une surface totale de 14 hectares (dont 44 500 m2 couverts).
L'établissement dispose de 3 400 m de voies couvertes (980 m avec fosse), 7 700 m de voies extérieures et 4 400 m de pistes.
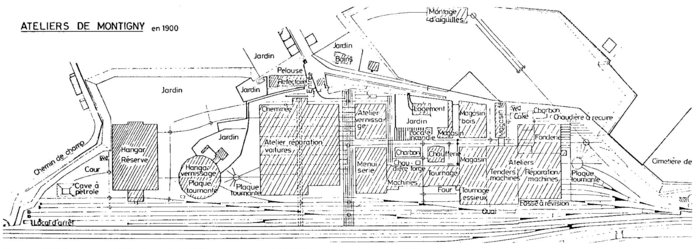
L'origine des ateliers de Montigny remonte à 1850 lors de la construction de la ligne Metz-Nancy ; à cette époque, seul un dépôt de locomotives fut implanté sur le site actuel de l'entretien.
Vers 1856, ce dépôt fut transformé en atelier de réparation de locomotives.
Aux environs de 1860, l'activité de l'établissement s'orienta, en outre, vers la réparation des voitures et wagons et les ateliers subirent une première extension.
De 1871 à 1917, sous l'administration allemande, de nouvelles constructions s'ajoutèrent aux précédentes avec orientation mixte : réparation de locomotives, voitures et wagons.
À partir de 1918, la Compagnie des chemins de fer d'Alsace-Lorraine imprima un nouvel essor à l'établissement, par la modernisation et la construction de nouveaux bâtiments. Durant toute la période de l'entre-deux-guerres, les ateliers furent surtout spécialisés dans la réparation de locomotives à vapeur 040 (série G8 de l'ancien réseau AL).
De 1939 à 1944, les ateliers subirent trois bombardements (au total cent quarante-six bombes) ; les deux derniers bombardements provoquèrent la destruction partielle des ateliers de locomotives et la destruction totale des ateliers de voitures et wagons. Lors de leur repli, les troupes allemandes achevèrent ces destructions en dynamitant les installations encore existantes (sept dynamitages le 19 septembre 1944).
La reconstruction fut entreprise dès 1945, mais le travail reprit parmi les ruines. À cette époque, les emprises de Montigny comprenaient trois établissements :
- l' « arrondissement du Matériel » ;
- les « ateliers de locomotives à vapeur » spécialisés dans la réparation des locomotives 141 R livrées par l'industrie américaine fin 1945 ;
- l' « Entretien » pour la réparation des wagons.
En avril 1966, par suite de l'électrification et de la disparition progressive des locomotives à vapeur, la fusion fut réalisée entre les « Ateliers » et « l'Entretien ».
En janvier 1969, les services de l'arrondissement du Matériel de Montigny furent déplacés à Metz pour être fusionnés avec ceux de l'arrondissement de Traction de Metz.
En 1972, lors de la mise en place des nouvelles structures de la S.N.C.F., l'Entretien de Montigny fut désigné comme « établissement directeur » de wagons plats à bogies de grande longueur et de tombereaux à essieux.
Au cours des années 1975 à 1977, les ateliers subirent de nouvelles et importantes transformations pour les adapter à l'entretien et à la réparation des bogies et des essieux et prendre leur physionomie actuelle.
Organisation et missions de l'Entretien de Montigny
L'Entretien de Montigny appartient à la région de Metz. Son effectif de 509 agents se répartit en 10 agents cadres, 79 agents de maîtrise et 372 agents d'exécution, y compris 48 apprentis.
L'organigramme général comprend essentiellement, sous les ordres du chef d'établissement, trois services : le service production, le service technique et le service administratif.
Il existe également un groupe d'études, un groupe affaires générales, un secrétaire de gestion et un centre de formation des apprentis du Matériel, rattachés directement au chef d'établissement.
L'Entretien de Montigny est sensiblement différent des autres entretiens S.N.C.F. par l'absence de postes satellites, l'ampleur de ses aménagements et des moyens de réparation mis à sa disposition, ainsi que par son organisation interne qui est, en fait, celle d'un atelier.
 L'Entretien de Montigny est « établissement directeur » pour :
L'Entretien de Montigny est « établissement directeur » pour :
- 21 500 wagons plats longs à bogies et spéciaux ;
- 13 500 wagons tombereaux à essieux ;
- 1 000 wagons de service ;
ainsi que pour :
- 1 600 bogies Y 19 et 19 A ;
- 105 000 bogies Y 25 et dérivés.
Vis-à-vis d'une série déterminée, l'établissement désigné comme « directeur » par la direction du Matériel exerce des attributions spécifiques de caractère national dans les domaines ci-après :
- dans le cas d'une série nouvelle, participation à la conception du matériel et éventuellement à sa construction ;
- élaboration des règles d'entretien ;
- rapports globaux périodiques ;
- tenue des collections de dessins ;
- modifications ;
- approvisionnements ;
- incidents ;
- surveillance des immobilisations ;
- études des modifications.
Le service « Production » : cheville ouvrière de l'établissement
La réparation et la révision des différents types de wagons et de leurs organes essentiels constituent l'activité principale de l'établissement, activité à la charge du service Production.
Des activités annexes importantes concourent au bon déroulement de la production. En 1978, ce sont 1 140 opérations d'entretien préventif qui ont été réalisées sur les installations et les outillages et 22 600 tonnes de pièces de rechange et matières qui ont été reçues.
Il convient de savoir que la révision d'un wagon demande l'engagement de 40 à 100 heures de main-duvre sur le véhicule, l'engagement de 5 à 10 heures de main-duvre sur les organes de roulement (châssis de bogie et essieu) et le remplacement de nombreuses pièces.
La consistance des travaux est définie sur des documents d'entretien élaborés par le groupe d'études.
En dehors de la réalisation du programme et des activités annexes, le service Production est chargé de la mise en place et de la formation du personnel, du suivi de la qualité du travail, de l'organisation des ateliers et des chantiers de production. Il doit également fournir le personnel de renfort pour l'aide à la conduite des locomotives au dépôt de Metz (volant de conduite de trente-cinq agents utilisés à raison de 50 % à longueur d'année par le dépôt) et pour la mise en uvre de moyens de secours en cas d'incident sur les voies (quatre équipes de sept agents, chaque équipe étant astreinte une semaine sur quatre).
Le service Production comprend trois ateliers divisionnaires spécialisés, composés chacun de plusieurs sections de production qui assurent l'exécution des travaux : atelier A 1, caisse ; atelier A 2, organes de roulement ; atelier A 3, divers, et un groupe de contrôle dans l'industrie privée.
Une section comprend un certain nombre d'équipes (de deux à cinq à Montigny). L'organisation adoptée obéit au principe général de la spécialisation qui présente le plus d'intérêt à la fois pour l'homme et pour la bonne gestion de l'établissement. Les équipes de production sont spécialisées selon le métier spécifique du personnel qui les compose (ex. : peinture, chaudronnerie, machines-outils, soudage ...) ou encore selon certaines activités particulières (ex. : bogies, organes de roulement ) ou selon l'entretien d'un type d'organe (ex. : organes de frein).
À l'intérieur de chaque équipe, les travaux à exécuter sont distribués entre plusieurs postes de travail. Dans la mesure du possible, les difficultés des travaux vont en croissant lorsqu'on passe d'un poste 3 à un poste 2, puis d'un poste 2 à un poste 1, assurant ainsi une progression des agents dans l'équipe.
L'atelier A 1
Le personnel de l' « atelier A 1 - caisse » est réparti en trois sections.
La section ferrage comprend trois équipes « ferrage » dont les agents sont appelés à travailler directement sur les véhicules ; ils procèdent aux réparations des organes de choc et traction, des accessoires de châssis et de caisse.
Une voie spécialement aménagée avec passerelles permet à l'équipe « toits ouvrants » d'intervenir sur les toitures des wagons couverts, des wagons à toits ouvrants ou des wagons à bâchage mécanisé. Cette section procède également à la réparation des bâches montées sur wagons (genre Débach'Vit) ou éventuellement au remplacement de ces bâches en cas d'avaries trop importantes.
À la section chaudronnerie-redressage, différents travaux de rivetage et de redressage sont effectués directement sur les véhicules par deux équipes « redressage ». Par contre, certains travaux (tels que redressage de châssis, de caisse ou de dossiers extrême de wagons) demandent des moyens plus importants. À cet effet, Montigny dispose d'un banc de redressage de 30 m de long permettant d'intervenir sur des véhicules jusqu'à une longueur utile de 27,50 m. Ce banc comprend trois portiques se déplaçant longitudinalement, munis chacun d'une traverse mobile verticalement pour des travaux sur les côtés, sur les bouts et sur le dessus des véhicules.
Il comprend aussi une poutre mobile se déplaçant longitudinalement dans une fosse, sur toute la longueur du banc, pour effectuer des travaux sous le châssis des véhicules, ainsi qu'un groupe hydraulique à quatre sorties alimentant quatre vérins de 50 tonnes manuvrables ensemble ou séparément.
Parfaitement plat et horizontal, ce banc, qui permet d'effectuer tous les travaux de redressage sur wagons et, éventuellement, sur voitures à voyageurs, peut également servir de plan de référence pour des relevés de mesures Sur véhicules avec une tolérance de ± 1 mm.
Implantée à peu près au centre du bâtiment B 6, l'équipe « chaudronnerie » redresse et répare les pièces déposées des wagons par les équipes « ferrage ». Elle procède également à la confection de pièces et sous-ensembles (non approvisionnés) pour la section « approvisionnements ».
Les trois équipes de la section soudage, enfin, exécutent, pour l'ensemble de l'établissement, les travaux de soudure sur wagons, en cabine, sur pièces déposées, ainsi que des travaux destinés à l'assemblage de sous-ensembles et sur bogies et boîtes d'essieux.
L'atelier A 2
Le personnel de l'atelier A 2, « organes de roulement », est réparti en deux sections. La majorité de ce personnel se trouve dans le bâtiment B 1 où sont implantés un chantier spécialisé « bogies » et un chantier spécialisé « essieux ».
La première section « bogies - frein - levage » dispose d'un chantier bogies qui comprend une équipe RA + RGB (réparation accidentelle + révision générale bogie) et une équipe RLB (révision limitée bogie).
Il convient, dès le départ, de faire la distinction entre l'entretien de deux sortes de bogies de conceptions différentes : les bogies mécano-soudés et les bogies en acier moulé.
La plupart des bogies mécano-soudés provenant des wagons traités en révision dans les halles B2 et B6 sont acheminés sur le hall B1 pour être traités en RLB. Dès l'arrivée des bogies, l'équipe RL spécialisée procède au retrait des essieux et place les carcasses sur tréteaux. Elle exécute ensuite les opérations prévues pour la RL sur le livret de révision. Les carcasses révisées sont ensuite remises sur des essieux en bon état et replacées sous les wagons. Une autre équipe spécialisée, voisine de l'équipe FIL, est chargée de la RA des bogies. Il s'agit en l'occurrence de la remise en état complète de bogies avariés adressés à l'établissement directeur par l'ensemble des établissements S.N.C.F.
Après le démontage complet des bogies, l'équipe RA procède au redressage des parties du châssis déformées ; lorsque le redressage n'est pas possible, les parties déformées sont découpées et remplacées. La remise en forme des bogies est effectuée sur un portique de redressage et de carrément, équipé de quatre vérins hydrauliques de 50 tonnes.
Après remontage, les bogies sont reversés au parc de la section Approvisionnement (où ils constituent un volant d'échange) ou retournés sur les établissements expéditeurs.
Les bogies en acier moulé proviennent également des wagons traités en révision à Montigny, ou d'établissements S.N.C.F. non équipés pour procéder à leur réparation après examen magnétoscopique.
En effet, du fait même de leur conception, les bogies en acier moulé peuvent présenter des fissures qui sont décelées au cours d'un examen magnétoscopique (examen effectué à l'aide d'un appareil « Contromag », d'un révélateur liquide magnétique et d'un ensemble d'éclairage en lumière ultraviolette). Après examen, les bogies en acier moulé non fissurés sont dirigés sur l'équipe RL où ils subissent les mêmes interventions que les bogies mécano-soudés. L'équipe RA, quant à elle, répare les bogies en fonction de la nature et de l'importance des fissures détectées, à savoir : fissures traverse - supports de lisoirs ou fissures traverse - longerons ou fissures du contour des alvéoles ou enfin fissures traverse-crapaudine.
Il est utile de préciser que Montigny est le seul établissement S.N.C.F. équipé pour la réparation des fissures traverse-crapaudine, opération longue et délicate qui demande en particulier un préchauffage avant soudage automatique sur vireurs, puis un réchauffage et une relaxation du bogie après soudage.
Deux équipes « Frein » effectuent toutes les opérations de révision des organes de frein prévues aux livrets de révision et aux fiches correspondant aux différents types.
L'échange standard des bogies sous wagons est réalisé, en fin de phase, sur chaque voie de révision, par l'équipe « Levage » au moyen de chevalets de levage. Les agents de cette équipe procèdent également à la vérification des organes de liaison entre la caisse du wagon et les bogies (pivot et lisoirs en particulier).
La seconde section est celle qui s'occupe des essieux.
L'entretien de Montigny est centre d'entretien d'essieux pour ses propres besoins et pour de nombreux établissements du réseau de l'Est (1).
Chaque essieu possède un collier d'identification comportant notamment la date de la dernière révision des boîtes à roulements à rouleaux. Cette révision est effectuée, conformément à des documents d'entretien, selon des périodicités suivantes précises :
- tous les deux ans pour les essieux montés sous les wagons transportant des produits corrosifs (mention spéciale COR indiquée sur le collier) et pour les essieux de voitures ;
- tous les cinq ans pour les essieux montés sous les wagons assurant un trafic intensif (essieux PER : pas d'entretien réduit). Dans ce cas, le collier est peint en blanc par l'établissement qui procède au retrait de l'essieu sous le wagon ;
- tous les douze ans pour les autres essieux (essieux PEN : pas d'entretien normal).
Le chantier essieux de Montigny a été conçu en deux parties : un « circuit accéléré » pour les essieux en réparation accidentelle et un « circuit de révision complète ».
La production du chantier a été de 8 003 essieux pour l'année 1978 (dont 3 833 en révision complète) la production de 1979 a atteint 10 896 essieux.
Le circuit accéléré comprend : l'expertise de l'essieu après démontage des couvercles ou bouchons de boîtes, le contrôle de la graisse, le reprofilage des bandages, les raccords de peinture après remontage des couvercles ou bouchons et, éventuellement, le remplacement de boîtes avariées.
Important établissement sur le plan régional comme sur le plan national, il concourt avec d'autres, disséminés sur le territoire national, à la maintenance et à l'adaptation aux besoins du parc de wagons à marchandises de la S.N.C.F. A ces deux titres, il nous a semblé intéressant de le présenter plus en détail en soulignant le rôle particulier qui est le sien parmi ses pairs.
Une histoire déjà longue
Géographiquement situé entre la route nationale 57 de Metz vers Pont-à-Mousson et les voies ferrées Metz-Paris et Metz-Nancy, l'entretien de Montigny s'inscrit schématiquement dans un rectangle de 600 m de long sur 220 m de large, pour une surface totale de 14 hectares (dont 44 500 m2 couverts).
L'établissement dispose de 3 400 m de voies couvertes (980 m avec fosse), 7 700 m de voies extérieures et 4 400 m de pistes.
L'origine des ateliers de Montigny remonte à 1850 lors de la construction de la ligne Metz-Nancy ; à cette époque, seul un dépôt de locomotives fut implanté sur le site actuel de l'entretien.
Vers 1856, ce dépôt fut transformé en atelier de réparation de locomotives.
Aux environs de 1860, l'activité de l'établissement s'orienta, en outre, vers la réparation des voitures et wagons et les ateliers subirent une première extension.
De 1871 à 1917, sous l'administration allemande, de nouvelles constructions s'ajoutèrent aux précédentes avec orientation mixte : réparation de locomotives, voitures et wagons.
À partir de 1918, la Compagnie des chemins de fer d'Alsace-Lorraine imprima un nouvel essor à l'établissement, par la modernisation et la construction de nouveaux bâtiments. Durant toute la période de l'entre-deux-guerres, les ateliers furent surtout spécialisés dans la réparation de locomotives à vapeur 040 (série G8 de l'ancien réseau AL).
De 1939 à 1944, les ateliers subirent trois bombardements (au total cent quarante-six bombes) ; les deux derniers bombardements provoquèrent la destruction partielle des ateliers de locomotives et la destruction totale des ateliers de voitures et wagons. Lors de leur repli, les troupes allemandes achevèrent ces destructions en dynamitant les installations encore existantes (sept dynamitages le 19 septembre 1944).
 Dans l'atelier « essieux » mesure de l'écartement des roues. |
- l' « arrondissement du Matériel » ;
- les « ateliers de locomotives à vapeur » spécialisés dans la réparation des locomotives 141 R livrées par l'industrie américaine fin 1945 ;
- l' « Entretien » pour la réparation des wagons.
En avril 1966, par suite de l'électrification et de la disparition progressive des locomotives à vapeur, la fusion fut réalisée entre les « Ateliers » et « l'Entretien ».
En janvier 1969, les services de l'arrondissement du Matériel de Montigny furent déplacés à Metz pour être fusionnés avec ceux de l'arrondissement de Traction de Metz.
En 1972, lors de la mise en place des nouvelles structures de la S.N.C.F., l'Entretien de Montigny fut désigné comme « établissement directeur » de wagons plats à bogies de grande longueur et de tombereaux à essieux.
Au cours des années 1975 à 1977, les ateliers subirent de nouvelles et importantes transformations pour les adapter à l'entretien et à la réparation des bogies et des essieux et prendre leur physionomie actuelle.
Organisation et missions de l'Entretien de Montigny
L'Entretien de Montigny appartient à la région de Metz. Son effectif de 509 agents se répartit en 10 agents cadres, 79 agents de maîtrise et 372 agents d'exécution, y compris 48 apprentis.
L'organigramme général comprend essentiellement, sous les ordres du chef d'établissement, trois services : le service production, le service technique et le service administratif.
Il existe également un groupe d'études, un groupe affaires générales, un secrétaire de gestion et un centre de formation des apprentis du Matériel, rattachés directement au chef d'établissement.
L'Entretien de Montigny est sensiblement différent des autres entretiens S.N.C.F. par l'absence de postes satellites, l'ampleur de ses aménagements et des moyens de réparation mis à sa disposition, ainsi que par son organisation interne qui est, en fait, celle d'un atelier.
L'Entretien de Montigny est « établissement directeur » pour :- 21 500 wagons plats longs à bogies et spéciaux ;
- 13 500 wagons tombereaux à essieux ;
- 1 000 wagons de service ;
ainsi que pour :
- 1 600 bogies Y 19 et 19 A ;
- 105 000 bogies Y 25 et dérivés.
Vis-à-vis d'une série déterminée, l'établissement désigné comme « directeur » par la direction du Matériel exerce des attributions spécifiques de caractère national dans les domaines ci-après :
- dans le cas d'une série nouvelle, participation à la conception du matériel et éventuellement à sa construction ;
- élaboration des règles d'entretien ;
- rapports globaux périodiques ;
- tenue des collections de dessins ;
- modifications ;
- approvisionnements ;
- incidents ;
- surveillance des immobilisations ;
- études des modifications.
Le service « Production » : cheville ouvrière de l'établissement
La réparation et la révision des différents types de wagons et de leurs organes essentiels constituent l'activité principale de l'établissement, activité à la charge du service Production.
Des activités annexes importantes concourent au bon déroulement de la production. En 1978, ce sont 1 140 opérations d'entretien préventif qui ont été réalisées sur les installations et les outillages et 22 600 tonnes de pièces de rechange et matières qui ont été reçues.
Il convient de savoir que la révision d'un wagon demande l'engagement de 40 à 100 heures de main-duvre sur le véhicule, l'engagement de 5 à 10 heures de main-duvre sur les organes de roulement (châssis de bogie et essieu) et le remplacement de nombreuses pièces.
La consistance des travaux est définie sur des documents d'entretien élaborés par le groupe d'études.
En dehors de la réalisation du programme et des activités annexes, le service Production est chargé de la mise en place et de la formation du personnel, du suivi de la qualité du travail, de l'organisation des ateliers et des chantiers de production. Il doit également fournir le personnel de renfort pour l'aide à la conduite des locomotives au dépôt de Metz (volant de conduite de trente-cinq agents utilisés à raison de 50 % à longueur d'année par le dépôt) et pour la mise en uvre de moyens de secours en cas d'incident sur les voies (quatre équipes de sept agents, chaque équipe étant astreinte une semaine sur quatre).
 La presse à décoller les roulements. |
Une section comprend un certain nombre d'équipes (de deux à cinq à Montigny). L'organisation adoptée obéit au principe général de la spécialisation qui présente le plus d'intérêt à la fois pour l'homme et pour la bonne gestion de l'établissement. Les équipes de production sont spécialisées selon le métier spécifique du personnel qui les compose (ex. : peinture, chaudronnerie, machines-outils, soudage ...) ou encore selon certaines activités particulières (ex. : bogies, organes de roulement ) ou selon l'entretien d'un type d'organe (ex. : organes de frein).
À l'intérieur de chaque équipe, les travaux à exécuter sont distribués entre plusieurs postes de travail. Dans la mesure du possible, les difficultés des travaux vont en croissant lorsqu'on passe d'un poste 3 à un poste 2, puis d'un poste 2 à un poste 1, assurant ainsi une progression des agents dans l'équipe.
L'atelier A 1
Le personnel de l' « atelier A 1 - caisse » est réparti en trois sections.
La section ferrage comprend trois équipes « ferrage » dont les agents sont appelés à travailler directement sur les véhicules ; ils procèdent aux réparations des organes de choc et traction, des accessoires de châssis et de caisse.
Une voie spécialement aménagée avec passerelles permet à l'équipe « toits ouvrants » d'intervenir sur les toitures des wagons couverts, des wagons à toits ouvrants ou des wagons à bâchage mécanisé. Cette section procède également à la réparation des bâches montées sur wagons (genre Débach'Vit) ou éventuellement au remplacement de ces bâches en cas d'avaries trop importantes.
À la section chaudronnerie-redressage, différents travaux de rivetage et de redressage sont effectués directement sur les véhicules par deux équipes « redressage ». Par contre, certains travaux (tels que redressage de châssis, de caisse ou de dossiers extrême de wagons) demandent des moyens plus importants. À cet effet, Montigny dispose d'un banc de redressage de 30 m de long permettant d'intervenir sur des véhicules jusqu'à une longueur utile de 27,50 m. Ce banc comprend trois portiques se déplaçant longitudinalement, munis chacun d'une traverse mobile verticalement pour des travaux sur les côtés, sur les bouts et sur le dessus des véhicules.
Il comprend aussi une poutre mobile se déplaçant longitudinalement dans une fosse, sur toute la longueur du banc, pour effectuer des travaux sous le châssis des véhicules, ainsi qu'un groupe hydraulique à quatre sorties alimentant quatre vérins de 50 tonnes manuvrables ensemble ou séparément.
Parfaitement plat et horizontal, ce banc, qui permet d'effectuer tous les travaux de redressage sur wagons et, éventuellement, sur voitures à voyageurs, peut également servir de plan de référence pour des relevés de mesures Sur véhicules avec une tolérance de ± 1 mm.
Implantée à peu près au centre du bâtiment B 6, l'équipe « chaudronnerie » redresse et répare les pièces déposées des wagons par les équipes « ferrage ». Elle procède également à la confection de pièces et sous-ensembles (non approvisionnés) pour la section « approvisionnements ».
Les trois équipes de la section soudage, enfin, exécutent, pour l'ensemble de l'établissement, les travaux de soudure sur wagons, en cabine, sur pièces déposées, ainsi que des travaux destinés à l'assemblage de sous-ensembles et sur bogies et boîtes d'essieux.
L'atelier A 2
Le personnel de l'atelier A 2, « organes de roulement », est réparti en deux sections. La majorité de ce personnel se trouve dans le bâtiment B 1 où sont implantés un chantier spécialisé « bogies » et un chantier spécialisé « essieux ».
La première section « bogies - frein - levage » dispose d'un chantier bogies qui comprend une équipe RA + RGB (réparation accidentelle + révision générale bogie) et une équipe RLB (révision limitée bogie).
Il convient, dès le départ, de faire la distinction entre l'entretien de deux sortes de bogies de conceptions différentes : les bogies mécano-soudés et les bogies en acier moulé.
 Passage d'un essieu au ban d'essai. |
Après le démontage complet des bogies, l'équipe RA procède au redressage des parties du châssis déformées ; lorsque le redressage n'est pas possible, les parties déformées sont découpées et remplacées. La remise en forme des bogies est effectuée sur un portique de redressage et de carrément, équipé de quatre vérins hydrauliques de 50 tonnes.
Après remontage, les bogies sont reversés au parc de la section Approvisionnement (où ils constituent un volant d'échange) ou retournés sur les établissements expéditeurs.
Les bogies en acier moulé proviennent également des wagons traités en révision à Montigny, ou d'établissements S.N.C.F. non équipés pour procéder à leur réparation après examen magnétoscopique.
En effet, du fait même de leur conception, les bogies en acier moulé peuvent présenter des fissures qui sont décelées au cours d'un examen magnétoscopique (examen effectué à l'aide d'un appareil « Contromag », d'un révélateur liquide magnétique et d'un ensemble d'éclairage en lumière ultraviolette). Après examen, les bogies en acier moulé non fissurés sont dirigés sur l'équipe RL où ils subissent les mêmes interventions que les bogies mécano-soudés. L'équipe RA, quant à elle, répare les bogies en fonction de la nature et de l'importance des fissures détectées, à savoir : fissures traverse - supports de lisoirs ou fissures traverse - longerons ou fissures du contour des alvéoles ou enfin fissures traverse-crapaudine.
Il est utile de préciser que Montigny est le seul établissement S.N.C.F. équipé pour la réparation des fissures traverse-crapaudine, opération longue et délicate qui demande en particulier un préchauffage avant soudage automatique sur vireurs, puis un réchauffage et une relaxation du bogie après soudage.
Deux équipes « Frein » effectuent toutes les opérations de révision des organes de frein prévues aux livrets de révision et aux fiches correspondant aux différents types.
L'échange standard des bogies sous wagons est réalisé, en fin de phase, sur chaque voie de révision, par l'équipe « Levage » au moyen de chevalets de levage. Les agents de cette équipe procèdent également à la vérification des organes de liaison entre la caisse du wagon et les bogies (pivot et lisoirs en particulier).
La seconde section est celle qui s'occupe des essieux.
L'entretien de Montigny est centre d'entretien d'essieux pour ses propres besoins et pour de nombreux établissements du réseau de l'Est (1).
(1) Essieux wagons : Entretiens de : Blainville, Châlons-sur-Marne, Metz, Nancy, Thionville. Centres MT de : Conflans, Longwy, Reims. Ateliers de l'industrie privée des régions de : Metz, Nancy, Reims. Essieux voitures : Entretiens de : Nancy, Heillecourt et Metz (Métrolor et voitures Corail en particulier).
|
- tous les deux ans pour les essieux montés sous les wagons transportant des produits corrosifs (mention spéciale COR indiquée sur le collier) et pour les essieux de voitures ;
- tous les cinq ans pour les essieux montés sous les wagons assurant un trafic intensif (essieux PER : pas d'entretien réduit). Dans ce cas, le collier est peint en blanc par l'établissement qui procède au retrait de l'essieu sous le wagon ;
- tous les douze ans pour les autres essieux (essieux PEN : pas d'entretien normal).
Le chantier essieux de Montigny a été conçu en deux parties : un « circuit accéléré » pour les essieux en réparation accidentelle et un « circuit de révision complète ».
La production du chantier a été de 8 003 essieux pour l'année 1978 (dont 3 833 en révision complète) la production de 1979 a atteint 10 896 essieux.
Le circuit accéléré comprend : l'expertise de l'essieu après démontage des couvercles ou bouchons de boîtes, le contrôle de la graisse, le reprofilage des bandages, les raccords de peinture après remontage des couvercles ou bouchons et, éventuellement, le remplacement de boîtes avariées.
 Le tour à roues « Betts » en action. |
 Examen d'un axe d'essieu aux ultrasons. |
En plus de ces opérations, le circuit de révision complète comprend : le lavage de l'essieu avec brossage de l'axe dans une machine à laver, le démontage des boîtes, le décalage des roulements au moyen d'une presse hydraulique, le lavage et l'expertise des boîtes et roulements, le contrôle non destructif par magnétoscopie des parties accessibles de l'axe d'essieu, l'examen aux ultra-sons des parties non accessibles (portées de calage essieu-axe), le marquage des colliers, le remontage des roulements et des boîtes, le graissage et la mise en peinture complète de l'essieu.
L'ensemble de ces travaux est réalisé par trois équipes qui sont tributaires les unes des autres. Une parfaite harmonie entre les équipes et une formation suivie dans les différents postes sont nécessaires pour une production régulière du chantier.
L'équipe « décalage-examen » procède à toutes les opérations de démontage des organes du roulement (couvercles, boîtes, roulements à rouleaux...), au lavage et brossage de l'essieu, au lavage et à l'examen des boîtes et des éléments du roulement.
L'équipe « boîtage-préparation » assure les travaux de remontage de tous les éléments déposés, le graissage dosé suivant le type de roulement et la mise en peinture.
Les agents de l'équipe « US-expertise » ouvrent le procès-verbal d'expertise (ce PV, placé dans un fourreau avec semelle magnétique, accompagne l'essieu jusqu'à sa sortie du chantier), contrôlent la résistance électrique de l'essieu, procèdent à l'expertise complète sur un banc de relevé dimensionnel. Ils assurent également le contrôle non destructif des essieux-axes à la magnétoscopie et aux ultra-sons ainsi que le marquage du collier.
Les essieux terminés sont acheminés soit vers le chantier bogies pour les besoins de Montigny, soit vers le « Parc » pour stockage (volant d'échange) ou pour expédition aux établissements demandeurs.
L'Atelier A 3
L'atelier « A 3 - Divers » regroupe, en trois sections, le reste du personnel du service Production. Les agents de cet atelier, contribuent, d'une part à la production « wagons », en liaison avec les ateliers A 1 et A 2 et exécutent, d'autre part, les travaux constituant les frais de fonctionnement de l'établissement.
Au sein de la section « menuiserie-peinture », l'équipe « menuiserie-machines-outils », implantée dans le bâtiment B 6, débite et prépare le bois nécessaire à la réparation des wagons.
Les agents de l'équipe « menuiserie-wagons » sont répartis sur les différentes voies affectées à la réparation ou à la révision des wagons. Ces agents démontent les lames de plancher avariées sur les wagons et remontent les lames neuves usinées par l'équipe des machines-outils.
Les travaux de l'équipe « peinture », effectués à la brosse, consistent en : raccords de peinture et pose de décalcomanies sur les wagons, menus travaux d'embellissement et mise en peinture des pièces sortant de fabrication.
Les mises en peinture complètes de wagons (à l'occasion de modifications importantes) sont effectuées au pistolet dans le bâtiment B 5.
Les agents de la section « installations - outillage machines-outils » sont appelés à intervenir sur les installations de l'ensemble de l'établissement, sauf les agents de l'équipe « machines-outils » qui travaillent à poste fixe.
La diversité des travaux de l'équipe « électrique » va du remplacement d'une ampoule au dépannage d'un gros moteur de machine-outil. Cette équipe procède, conformément à des fiches de visites techniques, aux visites programmées de la partie électrique des installations et outillages de l'établissement (machines-outils, ponts roulants, chevalets de levage, chaufferie, etc.).
L'équipe « mécanique » assure les travaux de visite et d'entretien de la partie mécanique des mêmes installations, en coordination avec l'équipe électrique, pour réduire les immobilisations de matériel. Cette équipe gère également le cabinet de distribution d'outillage (distribution sur jeton, échange d'outillage usé, etc.).
L'équipe « divers » exécute des travaux tels que la conduite et l'entretien des centrales de chauffe, charbon et gaz, l'entretien des réseaux de distribution de chauffage, d'eau, d'air, d'oxygène et d'acétylène, la conduite de la camionnette (transports divers et achats en ville) et la visite et l'entretien des chariots de manutention à fourches, des compresseurs d'air et du matériel d'incendie.
L'équipe « machines-outils » comprend les agents travaillant à poste fixe sur différentes machines de l'établissement (tours, fraiseuse, aléseuse, perceuse radiale, tours à roues, etc.). Ces agents participent à l'usinage de pièces pour wagons et pour l'entretien des installations ou à la réalisation d'outillages spéciaux.
La section « manutention » regroupe deux équipes.
L'équipe « manutentions-nettoyage » comprend quatre groupes qui assurent les manutentions générales et le nettoyage (wagons et établissement), les manutentions des essieux et bogies pour les chantiers spécialisés, celles du magasin, du quai de chargement et du centre Europ au moyen des chariots élévateurs à fourches pour approvisionner le matériel dans les équipes.
L'équipe « locotracteur-chariots transbordeurs », de son côté, procède au tri et à la mise en place des wagons au moyen du locotracteur et de deux chariots transbordeurs de 21 m.
Le contrôle dans l'industrie privée
L'entretien de Montigny est l'établissement d'attache des contrôleurs de wagons de particuliers dans les établissements réparateurs de l'industrie privée de la région de Metz ; ces contrôleurs sont placés sous l'autorité du chef de service Production.
Rappelons que le rôle du contrôleur est de veiller, pour le compte de la S.N.C.F., au respect, par les réparateurs agréés, des règles d'entretien des wagons. Il confirme les exigences techniques (documents d'entretien) et procède à des contrôles d'exécution des travaux prescrits pour l'infrastructure.
Pour la superstructure, il intervient s'il a l'occasion de constater des avaries ou un mauvais entretien susceptibles de mettre en cause la sécurité de l'exploitation. Il défend également la position de la S.N.C.F. dans les constats contradictoires et les litiges en recherche de responsabilité.
Les sept contrôleurs rattachés à Montigny exercent leurs attributions auprès des établissements de l'industrie privée agréés, situés à Audun-le-Tiche, à Rombas, Longwy, Rehon, Creutzwald, Auboué, Neunkirchen (Sarre) et Dillingen (Sarre).
Le service technique : un rôle indispensable
Les tâches confiées au service Production sont nombreuses. D'autres fonctions indispensables à la bonne marche de l'établissement sont regroupées au sein du service technique. Ce sont les fonctions Études techniques - Préparation lancement et Approvisionnement, formant chacune une section.
La section « Études techniques » (Tt) comprend les groupes engins et installations-outillage (dans lesquels des techniciens travaillent en symbiose avec des dessinateurs) et un groupe commun.
Le groupe « engins » étudie des modifications de wagons du parc commercial quand certains problèmes ne peuvent pas être résolus par la voie normale des règles d'entretien. Il étudie également des transformations ou des aménagements de wagons de service à la demande des utilisateurs. Ce groupe se tient aussi à la disposition du service production pour résoudre les questions qui peuvent se présenter lors des premières applications de modifications. Le groupe « engins» suit également, sur wagons, les essais exigeant des relevés de cotes ou des examens minutieux. Pour faciliter un travail ou augmenter la production, il est parfois nécessaire de créer ou de modifier des installations ou des outillages. Dans ce but, le groupe « installations-outillage » est chargé d'effectuer les études nécessaires en vue de leur réalisation par l'atelier ou, éventuellement, de prospecter dans l'industrie privée pour l'acquisition de l'outillage le mieux adapté. En relation suivie avec le service de l'Équipement, ce groupe règle les questions relatives à l'entretien et à l'aménagement des voies et des bâtiments et réalise, le cas échéant, les projets de travaux importants. Enfin, les agents de ce groupe établissent le programme annuel de renouvellement des machines-outils et veillent à sa réalisation.
Le groupe « Commun » exécute des croquis, des silhouettes ou des dessins de détail. Il rectifie les dessins dont Montigny est directeur et fait le nécessaire pour que les copies de ces dessins, réparties sur la S.N.C.F., soient constamment tenues à jour ; il satisfait à toutes les demandes de dessins provenant, soit du service Production, soit d'autres établissements. Les agents de ce groupe sont également chargés de la reprographie (tirage hélio et photocopie) pour l'ensemble des services logés dans l'enceinte de l'établissement. Les wagons arrivant à l'établissement y viennent pour plusieurs raisons :
- chargés, pour apporter des pièces ou des matières en provenance d'autres établissements S.N.C.F. ou d'usines ;
- pour réparation accidentelle (RA) lorsque les avaries dépassent les moyens des entretiens voisins (Montigny ne traite que des grosses RA) ;
- pour révision (REV). Dans ce cas, les wagons sont dirigés sur Montigny, à échéance de leur délai de révision, sur ordre de la Gestion centralisée des révisions (GCR) à Paris, qui utilise les services de l'ordinateur affecté à la Gestion centralisée du trafic marchandises (GCTM).
Pour maintenir la cadence d'alimentation demandée, divers renseignements sont nécessaires à cet ordinateur, et en particulier, la date d'arrivée, à l'établissement, des wagons envoyés par ses soins.
La section « préparation-lancement » (Tp) procède donc au recensement de tous les wagons lors de leur entrée à Montigny et renseigne tous les services intéressés à l'intérieur et à l'extérieur de l'établissement (dont la GCR). De même, cette section relève les wagons lors de leur sortie de l'établissement, ce qui lui permet d'établir différents documents statistiques et de renseigner le service Transport. Elle procède également, par messages, à la tenue à jour du fichier central wagons qui comporte des renseignements techniques sur chaque wagon et enregistre les avaries. L'exploitation de ce fichier permet de déceler les avaries chroniques et de guider la politique d'entretien des wagons.
Désigné comme « Etablissement centralisateur pour l'application des règlements internationaux (RIV) », l'entretien de Montigny est chargé de régler le cas des wagons ou bogies gravement avariés tant pour le matériel S.N.C.F. sur les administrations étrangères désignées, que celui de ces administrations sur nos lignes.
Ces tâches, confiées à la section Tp, comprennent en particulier les correspondances avec les administrations étrangères, l'acheminement des véhicules avariés rapatriés, la transmission des factures, le règlement des litiges relatifs à l'établissement des factures et la fourniture de pièces de rechange demandées par les administrations étrangères pour la réparation du matériel S.N.C.F.
Les administrations desservies par Montigny sont : l'Entreprise des transports de Budapest (HEV), les Chemins de fer Raab Oedenburg Ebenfurt (Gy SEV), les Chemins de fer d'Allemagne démocratique (DR), de Pologne (PKP), de Tchécoslovaquie (CSD), de Hongrie (MÀV), d'Allema.gne fédérale (DB), d'Autriche (OBB) et du Luxembourg (CFL).
La section Tp entretient également des relations avec les propriétaires de wagons de particuliers, d'une part, et avec le bureau des wagons de particuliers (organe de la direction du Matériel), d'autre part, pour toutes les questions relatives à la réparation des wagons de particuliers (devis, pièces, facturation...).
Enfin, cette section assure aussi l'établissement de devis, à la demande de la section Tt, pour connaître le coût d'une réalisation ou d'une transformation, la tenue à jour permanente du fichier central outillage géré par la direction du Matériel, la préparation du programme annuel d'entretien des outillages et des installations de l'établissement et une aide aux équipes de production lors de confections ou réalisations exceptionnelles, par la commande de matières, la répartition de plans, la détermination de certaines quantités, etc.
La section « approvisionnement » (Ta), plus communément appelée « le magasin », a pour rôle essentiel de fournir aux différents utilisateurs les pièces de rechange nécessaires à l'entretien des wagons ainsi que les matières et pièces pour l'entretien des installations. Cette section doit veiller à ce que les pièces soient toujours disponibles tout en maintenant les stocks au plus bas, car tout approvisionnement superflu immobiliserait un capital important.
La section approvisionnement a plusieurs missions distinctes en ce qui concerne les pièces de rechange pour wagons. Elle fonctionne comme stock local et, à ce titre, elle reçoit en provenance d'un magasin général les pièces nécessaires pour les besoins de Montigny, du poste de Woippy et du centre MT de Conflans.
Elle fonctionne aussi comme stock général pour les pièces spécifiques aux wagons dont Monti-gny est directeur et qui sont reçues directement des fabricants pour les besoins de l'ensemble des établissements S.N.C.F.
En tant que centre stockeur « Europ », il alimente les établissements S.N.C.F. en pièces de rechange étrangères pour les wagons des administrations suivantes : Chemins de fer fédéraux allemands, Chemins de fer fédéraux autrichiens et Société nationale des Chemins de fer luxembourgeois.
À l'inverse, Montigny approvisionne les centres Europ de ces administrations en pièces de wagons S.N.C.F., et rapatrie les pièces avariées déposées en France.
Comme centre stockeur RIV, il fournit, sur demande, des pièces de wagons S.N.C.F. aux administrations étrangères (déjà désignées sous la section Tp).
La section approvisionnement comprend trois groupes : le groupe « magasinage » qui reçoit, range, distribue et expédie les pièces ; le groupe « gestion », qui détient un fichier pour l'ensemble des pièces du magasin (y compris les pièces de parc : bogies et essieux entrant ou sortant de réparation). Tenu à jour par des fichistes - qui inscrivent les entrées et les sorties -, le fichier renseigne en permanence sur la quantité de pièces disponibles. Le réapprovisionnement des pièces est effectué par les fichistes suivant des règles bien déterminées ; le groupe « matières », enfin, est constitué par des techniciens venant de l'atelier et connaissant bien les soucis d'approvisionnement du service production.
En relation suivie avec ce service, ces agents règlent au mieux et le plus rapidement possible les problèmes d'approvisionnement imprévus. Ces techniciens élaborent également les prévisions de consommation des différentes pièces en accord avec le service production, le groupe d'études et les fichistes, et déterminent les pièces à mettre en approvisionnement pour les séries de wagons récentes. Ce travail est d'une extrême importance, car de sa précision dépend, en grande partie, la qualité de l'approvisionnement.
Des services divers pour une administration et une coordination de l'ensemble
Le service administratif a pour tâches essentielles d'assurer l'administration du personnel, le secrétariat et la comptabilité de l'établissement.
La section « Personnel » (Pa) gère le fichier des agents et s'occupe de l'administration du personnel. Une partie « pointage » (Pp) est chargée de la collecte, auprès des équipes, des relevés de pointage journalier sur les différents comptes d'imputation et du calcul de la prime.
La section « secrétariat » (S) assure le tri, l'enregistrement et l'acheminement de tout le courrier.
La section « comptabilité » effectue des travaux de gestion (Cg), les travaux de mécanographie (Cm) et, bien entendu, tient la caisse (Cc) qui effectue paiements en espèces aux agents et contrôle la comptabilité de la cantine.
Pour être élaborées avec le maximum de réalisme et d'opportunité, les règles d'entretien doivent découler d'observations faites sur les lieux mêmes où les wagons sont traités ; ce procédé permet d'établir des documents reprenant les travaux à exécuter qui répondent exactement aux besoins des agents chargés de les appliquer. Les rapporteurs du « groupe d'études » effectuent des investigations sur les wagons et notent les constatations observées.
Ils tirent ensuite le meilleur profit des renseignements recueillis pour établir les règles d'entretien : liste des travaux indispensables, technique des interventions, fréquence et progressivité des travaux.
Le groupe « affaires générales », réduit à un agent, est chargé d'assurer l'organisation des visites de l'établissement et les tâches fonctionnelles concernant la sécurité du personnel et le matériel de secours.
Le « secrétaire de gestion » recherche et fournit les éléments nécessaires à la définition des objectifs de l'établissement (élaboration des budgets main-duvre et matières).
Sur demande des responsables techniques, le secrétaire de gestion procède également à des analyses de résultats, cherchant à localiser les paramètres, causes d'anomalies.
Nous avons vu que les effectifs de l'entretien de Montigny comprenaient quarante-huit apprentis. Il forme, en effet, chaque année vingt-quatre apprentis qui, en deux ans, deviennent titulaires du CAP (certificat d'aptitude professionnelle) de mécanicien d'entretien. Les cours en salle ou en atelier d'ajustage sont donnés à l'ensemble des jeunes de chaque année ; par contre, les cours de visites « diagnostic », montages pneumatiques et hydrauliques, électricité, soudure, tôlerie sont dispensés par groupes de huit apprentis dans des salles spécialisées. Le français et les mathématiques sont enseignés par des professeurs privés contractuels et tous les autres cours par les moniteurs du centre. Les pièces réalisées en atelier portent principalement sur des ensembles mécaniques comprenant, si possible, une partie électrique et pneumatique permettant un fonctionnement simulé ou réel.
Les activités sportives sont pratiquées sur un stade dans l'atelier, sur un stade S.N.C.F. extérieur (cross et athlétisme), dans un collège d'enseignement secondaire voisin (hand-ball) ou à la piscine de la ville de Montigny.
Un internat, situé à l'extérieur de l'établissement, comprenant vingt chambres à deux lits et deux salles de télévision, accueille les jeunes trop éloignés de leurs familles. Rappelons que ce n'est qu'à l'issue de leurs deux années d'apprentissage que les jeunes se familiarisent avec le matériel ferroviaire au cours d'un post-apprentissage de deux mois en école de réseau (Mohon ou Romilly) et de quatre mois dans leurs établissements d'affectation.
Au cours des vacances scolaires d'été, les apprentis de première année peuvent participer à un camp organisé par la S.N.C.F. ou par une de ses associations. Les apprentis de deuxième année ont d'ailleurs le choix entre des vacances d'hiver dans un chalet S.N.C.F., un camp d'été organisé par le centre (en général un tour en Corse) et, au cas où ils sont âgés de plus de dix-huit ans et aptes physiquement, ils peuvent participer à la conduite des locomotives comme aide-conducteurs, ce qui leur permet, éventuellement, de s'orienter vers une carrière dans un établissement « Transport » (dépôt).
Installations et outillages : à la mesure des besoins
Pour effectuer tous les travaux dont il a la charge, l'établissement dispose d'installations et d'outillages dont les principaux sont indiqués ci-après.
Moyens de transformation d'utilisation d'énergie
Un poste de transformation du courant de 17 000 volts en courant 380 et 220 volts comprenant trois transformateurs d'une puissance totale de 1 800 kVA, une centrale de détente d'oxygène liquide, une centrale d'évaporation d'acétylène dissous, une centrale de production d'air comprimé à trois compresseurs, une chaufferie centrale pour le chauffage des ateliers et enfin, une chaufferie annexe.
Moyens de manutention-levage
Trois chariots transbordeurs, dont deux de 21 m, vingt-sept ponts roulants, dont deux d'une capacité de 120 tonnes, vingt-et-un stands de levage de wagons et treize engins de manutention (chariots à fourches, transpalettes, gerbeurs, tracteur pousse-wagons) équipent les différentes parties de l'établissement.
Les moyens de production comprennent dix tours, dont deux à reprofiler les roues, quatorze machines-outils diverses, seize machines de chaudronnerie, treize machines à bois, cinquante-sept postes de soudure à l'arc et une importante quantité d'outillages pneumatiques à main.
Suivons les wagons...
Après la description des différents services et des installations, nous allons suivre le cheminement des wagons, depuis leur entrée jusqu'à leur sortie de l'établissement.
Montigny reçoit deux fois par jour une rame de wagons en provenance du triage de Woippy. Après reconnaissance de la rame par la section « préparation lancement », la section « manutention » procède au tri de cette rame qui comprend des wagons chargés, des réparations accidentelles et des révisions.
Les wagons chargés sont acheminés directement sur le « magasin » qui fait procéder à leur déchargement à l'endroit approprié.
Les wagons en réparation accidentelle sont placés, au moyen du locotracteur, sur les voies 7, 8 et 9 du bâtiment B 6 pour être réparés.
Les wagons en révision sont traités, d'une part, sur les autres voies du bâtiment B 6 et, d'autre part, sur les voies des bâtiments B 2 et B 4.
Pour le bâtiment B 6, les wagons à réviser sont placés sur les voies spécialisées par type de wagons, au moyen du chariot transbordeur n° 2 (ouest). Au cours de leur traversée du bâtiment, les wagons subissent les travaux de révision en plusieurs phases, par les équipes spécialisées, en avançant d'une longueur à l'issue de chaque phase.
Après trois ou quatre jours de travail, les wagons arrivent à la dernière phase où l'équipe « levage » procède à la substitution des bogies du wagon par des bogies du même type, sortant de révision. Les wagons sortent ensuite du bâtiment B 6 par le chariot transbordeur n° 1 (est) et sont placés sur la voie de sortie pour être remis à disposition dans le parc commercial.
Les bogies substitués sous les wagons sont acheminés ou reviennent du bâtiment B 1 (chantier bogies) par l'intermédiaire du chariot transbordeur n° 1.
Le principe reste le même pour les wagons traités en révision dans les bâtiments B 2 et B 4, sauf pour la mise en place des wagons effectuée par le locotracteur, et pour la substitution des bogies transportés sur le chantier bogies par pont roulant ; la sortie des wagons révisés se fait également par le transbordeur n° 1.
L'alimentation de l'établissement en wagons à réviser est réalisée par un ordinateur. Le secrétaire du chef du service Production détermine, par série de wagons, la production hebdomadaire escomptée (PHE) qu'il introduit dans l'ordinateur. Celui-ci prononce un nombre de réformes de wagons égal au triple de la PHE : un tiers en cours de révision, un tiers en attente de mise en main et un tiers en cours d'acheminement.
Voilà donc comment se présentent les «ateliers de Montigny », après les récents aménagements de ces dernières années.
D'autres aménagements, très appréciés par le personnel, ont également été apportés : les bâtiments ont été mieux appropriés aux besoins et aménagés avec des aires de détente, jardin de rocailles et bassin à poissons rouges à l'intérieur du bâtiment B 6, nombreux massifs fleuris et beaucoup d'arbustes. Les bureaux, couloirs et salles de réunion ont également été rénovés et aménagés de façon agréable.
Étant donné l'importance accrue du parc wagons de grande longueur à bogies et le rôle de l'entretien de Montigny en qualité d'établissement directeur, de nombreux wagons pourront encore profiter des équipements modernes de cet établissement pour y subir une révision sérieuse, les rendant aptes à assurer un service sans reproche.
Nous avons estimé que des souvenirs aussi anciens et directs intéresseraient les cheminots actuels. Monsieur BRETON a donc bien voulu nous recevoir à son domicile pour nous conter quelques aspects de sa jeunesse et du chemin de fer de l'époque. Nous ne pouvons rapporter que l'essentiel car il est un conteur plein de verve et a encore bonne mémoire.
Monsieur BRETON est né le 27.08.1888, fils et petit fils de cheminot. Son père travaillait aux ateliers de MONTIGNY comme chaudronnier sur cuivre; son grand-père y exerçait le métier de menuisier. Il a sans doute connu les tout premiers temps des Ateliers. Deux de ses oncles, y travaillaient également comme manuvres. Des cinq enfants de la famille, il était l'aîné et demeure le seul survivant.
Monsieur BRETON se souvient de sa vie d'enfant qui ne s'est guère passée dans l'aisance. « Ma mère allait travailler, elle allait laver pour des personnes connues ». « Mon père, quand il revenait du travail, allait au jardin avec la pioche ». Donc le travail occasionnel de la mère et le petit jardin étaient nécessaires pour améliorer l'ordinaire de la famille. Les propriétaires de l'appartement occupé par les bretons amélioraient le leur en élevant quelques chèvres. Mais chèvres et jardin ne font pas bon ménage. Alors un jour, je leur ai dit : « on n'a déjà pas grand chose et avec ça vous venez encore avec vos bêtes ». « Ah.h.h. ! si ça ne vous plaît pas, vous... ». On a eu à faire à eux parce qu'on a réclamé pour que les chèvres ne viennent pas manger les quelques carottes et les pauvres petites salades qu'on pouvait récolter. A plusieurs reprises, au cours de l'entretien, nous avons ressenti la dureté de la vie en ce début de siècle. C'est durant la guerre de 14-18 que la pénurie de nourriture a été particulièrement sensible.
Le jeune BRETON a fréquenté l'école primaire jusqu'à 14 ans. Il y a appris l'allemand puisque l'Alsace Lorraine était annexée à l'Empire Allemand.
Il a bien appris un peu de français « quand il pleuvait durant l'heure de gymnastique ». Ni son père, ni sa mère ne connaissaient l'allemand, ils ne pouvaient donc pas l'aider. Cela lui a sans doute donné une certaine tournure de caractère car à 14 ans, il se débrouillait - déjà comme un grand - pour affronter la vie.
« Je suis sorti de l'école, j'avais 14 ans, je suis arrivé à la maison; ma mère me dit : « eh ben... qu'est ce que tu vas faire maintenant ? Il fallait que je cherche du travail. Où aller ? Le lundi je m'habille et je m'en vais voir jusqu'à METZ si je trouve quelque chose. « On ne trouvait pas de travail en ce temps là ». Sur le chemin de METZ, il y avait une petite cartonnerie, appartenant à un allemand, qui fabriquait des boîtes en carton pour chapeaux et bottes. Il avait un domestique, un cheval et un chariot pour livrer la marchandise... alors j'ai été voir. « Ah là, non, on n'a pas de travail » m'a dit le patron. Je savais bien qu'il n'y avait pas de travail nulle part (déjà le chômage). Au moment de sortir, il me rappelle ».
« J'aurais peut-être quand même du travail mais on ne gagne pas grand chose ». II y a 8 femmes qui travaillent ici et qui gagnent 80 pfennigs par jour. Vous pouvez commencer lundi comme manceuvre, il vous faudra des bleus de travail. Ils étaient chers à cette époque, on ne les avait pas en dessous de 3 marks 50, (soit environ la valeur de 4 jours et demi de travail d'une femme). On ne parlait pas de SMIG ni de pouvoir d'achat.
Après le 1er mois qu'est-ce que j'ai touché ? 50 pfennigs par jour pour 10 heures de travail et il fallait bûcher car la patronne travaillait avec nous. Il ne s'agissait pas d'aller se promener à droite et à gauche. En plus il a fallu, des fois le dimanche, que j'aille en ville, dans les grands hôtels restaurants pour ramener des restes de repas à donner aux chiens de chasse du patron. Tout çà, c'était à l'oeil. Alors vous voyez qu'on ne gagnait presque rien ».
Le jeune BRETON a supporté ce régime durant 1 an puis il a réagi. « Alors j'ai dit au patron lors de la paie ; vous pourriez bien me donner une augmentation ». « Oh, ce n'est pas possible, les affaires ne marchent pas bien ».
« Eh bien alors je donne ma démission ».
J'allais sortir, il me rappelle et me dit :
« Si vous voulez... j'ai réfléchi... tout bien compté je vous augmenterai ».
« Savez-vous de combien ? » nous demande Monsieur BRETON encore en colère ! « 1 pfennig par jour. Alors j'ai quitté ».
Mais pas question de rester sans travail. Étant l'aîné de la famille, il avait des responsabilités.
« En regardant les journaux, je vois une annonce : À METZ, une quincaillerie de la rue de Ladoucette qui cherche un commis. Je vais voir là. Les patrons étaient de vieux français.
Les conditions étaient les suivantes :
« Vous avez 1 mark par jour (100 pfennigs) (ce n'était plus 50 pfennigs) et comme vous habitez loin, vous avez un repas à midi » - « Qu'est ce que j'étais heureux!! ». La quincaillerie était située près de la place Saint-Jacques. Elle était spécialisée dans la réparation des lampes à pétrole et la confection des couvercles en étain pour les chopes de bière en grès. « Tous les lundis, les garçons de café venaient revendre les couvercles cassés » - (sans doute leur façon d'améliorer l'ordinaire). Le magasin ouvrait dès 7 H pour permettre aux paysans et maraîchers, vendant au marché de la place Saint-Jacques, d'y faire leurs achats.
Le trajet maison-magasin, il le faisait bien sûr à pied. Il devait donc partir dès 6 H. Il y avait bien déjà des tramways à chevaux mais il n'était pas question de les emprunter car trop cher. Prix du parcours : 2 sous = 10 pfennigs).
Malgré toute l'estime qu'avait le jeune commis pour ses nouveaux patrons, il n'est resté que 6 mois à leur service, car, un beau jour, quand il y a eu de l'embauche aux Ateliers, son père a réussi à le faire rentrer comme apprenti chaudronnier sur cuivre.
Être apprenti au chemin de fer était un privilège.
À l'époque, les apprentis chez les patrons non seulement n'étaient pas rémunérés mais devaient payer leur apprentissage. Pour les apprentis du chemin de fer, la famille touchait une aide progressive de 1,10 marks par jour en 1re année à 1,40 marks en 4e année d'apprentissage.
Le jeune BRETON a été le seul apprenti chaudronnier embauché ce 5.10.1903 et sans doute aussi le 1er.
À la prise de service, son père l'a présenté à son futur chef d'équipe. L'accueil et la mise à l'aise se sont résumés à peu de choses. « Regardes un peu qu'est-ce qu'on fait, comment on travaille » lui a dit celui-ci.
« Après un moment, il y en a un qui m'appelle ».
« Tiens, chauffe moi mon fer ».
(Quel fer ! que veut dire ce type ? il y avait là 2 feux - il faut sans doute le mettre là dedans).
« Alors, je prends le fer, je le mets dans le feu et ma foi à peine je l'avais mis, je le retire de nouveau (je ne savais pas pourquoi c'était faire, je ne savais pas ce que c'était).
« Je lui rapporte... Je n'ai pas le dos tourné... Pomh, je reçois quelque chose dans les reins... Je t'ai dit de chauffer mon fer... ! ».
Le Chef d'équipe témoin de l'envol adressa de sévères observations à l'ouvrier responsable du fer à souder, « mais imbécile apprends lui d'abord comment il doit faire et qu'est-ce qu'on fait avec ».
Voilà comment j'ai appris ce qu'est un fer à souder. Voilà mon accueil au Chemin de Fer, avec un fer à souder dans les reins ».
Tout le reste de l'apprentissage semble s'être déroulé calmement, car seul cet épisode du fer à souder est resté gravé dans la mémoire de Monsieur BRETON.
Un certain esprit pionnier animait notre jeune cheminot. Après quelques années de travail et quelques économies, il s'est acheté un vélo, se hissant ainsi à l'avant garde en matière de transport individuel dans le monde ouvrier.
« Elle avait une roue de 1,50 m de haut à l'avant et 40 cm à l'arrière. Pour monter dessus il fallait un endroit avec des arbres. On calait le vélo contre un tronc on montait les 2 marches puis en se tenant après l'arbre, on se mettait assis dessus. Il fallait faire attention à ne pas se casser le nez parce que ça faisait un sacré saut ».
Il y avait très peu de vélos à l'époque. Les ouvriers venaient en majorité à pied même ceux qui habitaient loin, dans les villages des alentours.
Notre apprenti a donc acquis tous les tours de main du métier et nous a expliqué comment on s'y prenait à l'époque pour fabriquer un tuyau en cuivre.
« On coupait une bande dans une feuille de cuivre. Cette bande, on l'enroulait autour d'une tringle en acier, on amincissait les bords et on les rapprochait. Puis, sur un feu de coke, on réalisait une brasure (procédé de soudure). « Il fallait faire bien attention que la brasure ne passe pas au travers car après il n'y avait plus moyen de déboucher ». Le tuyau brut ainsi réalisé n'était pas utilisable en l'état. Puis on avait des filières. C'était des pièces carrées en acier avec un trou de diamètre variable que l'on serrait sur le tuyau. Ces filières étaient tenues dans des pinces. Une extrémité du tuyau était fixée dans un mandrin qui le faisait tourner pendant que la filière était tirée vers l'extrémité libre. Par serrage progressif de la filière et par passes successives, on amenait ainsi le tuyau au diamètre voulu. De 1 m de long à l'origine on le tirait jusqu'à 2,50 m à 3 m de long et 8-9 mm de diamètre.
Les tuyaux en cuivre sans soudure n'auraient fait leur apparition que vers 1915. La fixation des brides d'assemblage sur le tuyau était aussi réalisée par brasure. Avant de chauffer les pièces, il fallait réaliser un petit moule en terre glaise autour de la zone de liaison pour éviter l'écoulement de la brasure (liquide avant le refroidissement).
La brasure était fabriquée par les chaudronniers en fondant ensemble du cuivre et du zinc.
Pour activer les feux de coke et de charbon de bois, les ouvriers avaient bien sûr des soufflets mais Monsieur BRETON se souvient d'une machine à vapeur installée à la menuiserie. Elle brûlait la sciure et les chutes de bois et elle actionnait une soufflerie qui envoyait l'air jusqu'aux feux de forge.
Il semble qu'il y avait plusieurs machines à vapeur dans les ateliers. Elles faisaient tourner de grands arbres à poulies qui entraînaient les différentes machines au moyen de grandes courroies en cuir. Monsieur BRETON se rappelle d'un tour à roues entraîné de cette façon.
Nous avons essayé de connaître les moyens de production qui existaient aux ateliers de MONTIGNY à l'aube de ce siècle. Monsieur BRETON n'a pas pu nous donner beaucoup de renseignements car « en tant qu'ouvrier, je ne pouvais pas me promener dans les ateliers ». Il se souvient surtout du secteur chaudronnerie sur cuivre où il a passé une grande partie de sa carrière. Mais il se rappelle de « l'arrivée » de l'air comprimé et de l'électricité.
L'air comprimé était produit au moyen de la vapeur et actionnait surtout des marteaux pneumatiques à buriner.
L'électricité, nous l'avons eue très tard ».
Les chalumeaux oxyacétyléniques ne semblaient pas connus. Seuls des chalumeaux à gaz étaient utilisés pour le brasage.
Les habitudes en usage sur les lieux du travail ont bien plus imprégné M. BRETON. « Le casse croûte était interdit, mais tout en travaillant on pouvait quand même manger un peu en cachette ».
Pour le repas de midi, il n'existait pas de cantine. Un réfectoire était à la disposition de ceux qui amenaient la gamelle le matin. Mais la coutume consistait à se faire apporter le repas dans les ateliers. Un train circulant à midi entre METZ et MONTIGNY amenait les femmes portant les repas chauds. Les agents ne mangeaient pas au réfectoire mais éparpillés dans l'atelier.
« À 13 h 00, le mécanicien sifflait, et toutes les porteuses remontaient dans le train qui les ramenait à METZ.
Il existait une petite cabane appelée « Débit de café » qui vendait de la limonade, de l'eau de Seltz et du café pour 5 pfennigs. « La bière était interdite mais il y avait quelques trous dans la clôture qui permettaient de faire passer des bouteilles. Pas question de fumer sur le lieu du travail. Cela était strictement interdit pour tout le monde. Il y avait bien sûr déjà des fumeurs invétérés qui essayaient de fumer en cachette. Mais ceux qui avaient absolument besoin de leur forte dose de nicotine « chiquaient du tabac et recrachaient le jus ».
Le confort dans les ateliers était des plus précaires. En hiver, quelques fourneaux à charbon éparpillés dans les ateliers donnaient une petite tiédeur toute locale. Par la suite le chauffage à vapeur a été installé.
Pour WC il existait une espèce de plateforme compartimentée, perçée de trous, en dessous desquels étaient placés des tonneaux... Le tout à l'égoût n'existant pas, le contenu des tonneaux enrichissait les champs maraîchers des alentours.
D'après Monsieur BRETON, la durée journalière de travail était de 10 H et les ouvriers travaillaient le samedi matin.
Le repos du dimanche était obligatoire pour tous ceux qui n'étaient pas de service. Le travail aux champs était par exemple interdit ce jour là sous peine d'amende. Ceux qui voulaient déroger à cette règle pour un motif impérieux, devaient acheter une autorisation qui spécifiait les horaires autorisés.
Les cheminots étaient comparativement moins bien rémunérés que certains ouvriers d'usine. Ils ne disposaient de facilités de circulation que cas par cas et sur demande.
Les congés n'étaient pas connus.
Ce n'est qu'après 1918 que des congés et des cartes de circulation gratuites ont été institués.
Monsieur BRETON nous a longuement parlé de la guerre de 1914-18 qu'il a vécu aux ateliers. Avant la guerre, il semble que d'une façon générale les cheminots lorrains ignoraient un peu les collègues allemands qui leur étaient associés (même entre les cheminots allemands de différentes origines, l'entente n'était pas bonne). Ils les supportaient stoïquement. La présence allemande était relativement ancienne et la paix régnant « ils n'étaient pas aussi hargneux que sous l'occupation durant la 2e guerre mondiale ».
Durant la guerre, à certains moments, de très grands efforts devaient être fournis. Monsieur BRETON se rappelle d'une époque où le travail était presque continu pour tous. Il fallait modifier des locomotives pour qu'elles soient aptes à un trafic plus difficile résultant de la guerre.
Un des moments les plus pénibles fut la parution, en 1918, d'un ordre annonçant que les jeunes, non mariés, étaient réquisitionnés. Monsieur BRETON était fiancé, mais avait remis le mariage à la fin de la guerre pour des raisons d'ordre « économique » et compte tenu de l'insécurité qui régnait à l'époque. Il ne voulait pas fonder une famille dans ces circonstances, mais devant la menace de l'enrôlement, il a vite pris la décision de se marier. La mairie de MONTIGNY a été démolie lors d'un bombardement le jour de son mariage.
Mais vers la fin de la guerre, la menace d'enrôlement s'est fait sentir, malgré son nouvel état civil.
À ce moment, il s'est caché pour ne réapparaître qu'au moment de la libération. L'approche de la libération a suscité un grand enthousiasme parmi la population et, même des signes aussi menaçants que des coups de canons étaient perçus avec un certain plaisir « les obus ne nous faisaient pas tellement peur car ils annonçaient la libération ».
Lors de la libération en 1918, les premiers soldats ont été accueillis très chaleureusement par toute la population. La grand-mère de Monsieur BRETON avait 90 ans à ce moment. Elle a été très étonnée de ne pas voir les combattants en culottes rouges, (la tenue qu'elle avait connue en soignant les soldats blessés lors du siège de METZ durant la guerre de 1870).
Durant la 2e guerre mondiale, les cheminots des ateliers ont été plus durement malmenés. L'occupant était omniprésent au travers de ses dirigeants hargneux. L'inquisition administrative était poussée très loin. Tout le passé de Monsieur BRETON était relevé, et cela dans des domaines aussi divers que son appartenance à des syndicats, sociétés, associations sportives ou culturelles, partis politiques, l'existence éventuelle de non « Aryens », parmi ses ascendants et ceux de son épouse. Tous les renseignements devaient être confirmés par une personne digne de foi. Les tracasseries ne manquaient pas ; ainsi Monsieur BRETON a été invité à changer de nom. Il a refusé en prétextant, au cours d'une entrevue, que son interlocuteur Allemand « Landry » portait un nom aussi Français que le sien. Celui-ci avait programmé son changement de nom pour « l'après victoire ». Monsieur BRETON lui a répondu que pour lui la question pouvait également être reportée dans les mêmes conditions !
À une certaine époque, M. BRETON s'occupait de la manoeuvre des wagons. Cela lui a donné l'occasion de participer à la résistance en envoyant quelques wagons, chargés de cuivre récupéré, vers PAGNY (frontière entre l'Alsace Lorraine annexée et la zone occupée) plutôt que vers l'Allemagne.
Les risques qu'il prenait étaient grands car le cuivre était un matériau stratégique. Monsieur BRETON a évidemment connu les bombardements de fin 1944 et la destruction presque complète des ateliers. La reprise du travail a été des plus pénibles car le travail devait se faire en plein air aussi bien en été qu'en hiver. Il a assisté à la reconstruction des ateliers qui s'est achevée vers 1950.
Les qualités de M. BRETON n'ont pas manqué d'être appréciées. Il a été nommé chef d'équipe dès 1919 puis contremaître en 1947. Il a été invité à se retirer le 1.09.1950 à l'âge de 62 ans alors qu'il était encore plein de vie et encore bien jeune. Depuis, il passait sa retraite non loin des ateliers près du pont du chemin de fer qui enjambe la rue de Pont-à-Mousson. Nous avions projeté de lui rendre une seconde visite pour recueillir d'autres souvenirs mais nous avons appris avec beaucoup de tristesse qu'il était décédé le jour de son 93e anniversaire.
Le destin a voulu que ce soit le 1er septembre 1981, exactement le jour du 31e anniversaire de son départ des ateliers, que Monsieur BRETON soit conduit à sa dernière demeure, au cimetière de MONTIGNY qui touche et qui surplombe ces ateliers où il avait passé 47 années de sa vie.
Jeudi 3 août 2017 - Républicain Lorrain

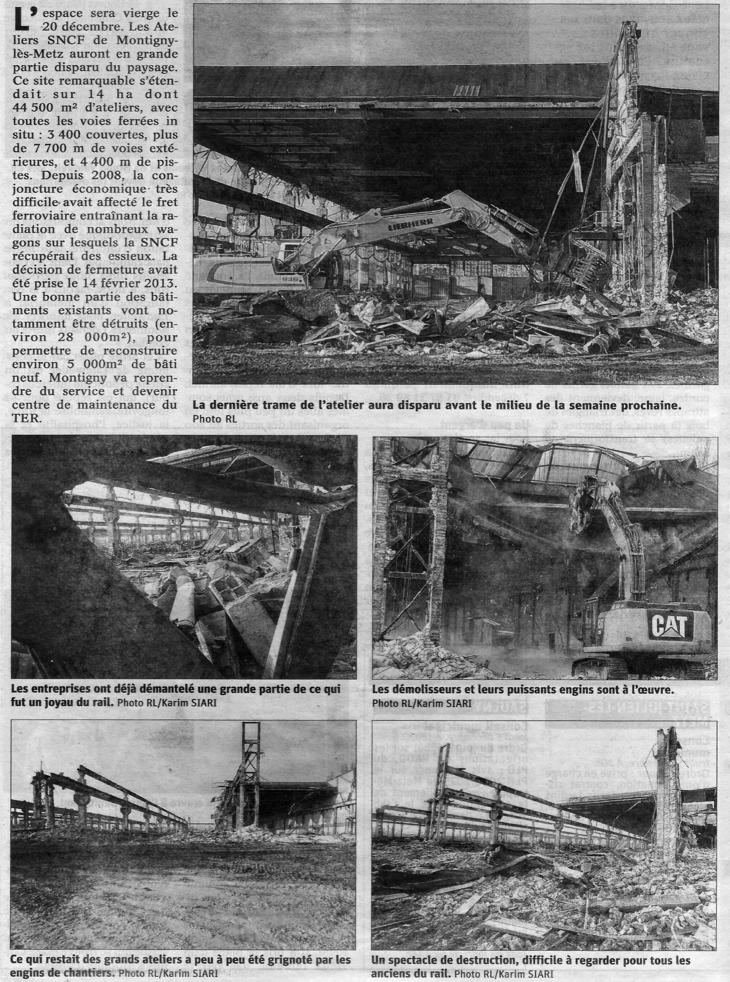
Sur les 14 ha dont 44 500 m2 d'ateliers, avec toutes les voies ferrées in situ : 3 400 couvertes, dont 980 avec fosse, plus de 7 700 m de voies extérieures, et 4 400 m de pistes, l'endroit a constitué un bel outil de travail. Son histoire a débuté lors de la construction de la ligne Metz-Nancy en 1850 avec un dépôt de locomotives. Six ans plus tard, il fut transformé en atelier pour les réparer. Puis il a fallu penser à la maintenance des voitures et wagons, d'où la première extension. L'annexion allemande n'a fait que conforter cet outil. En 1918, la Compagnie des chemins de fer d'Alsace-Lorraine modernise les lieux, construit de nouveaux bâtiments. Les locomotives à vapeur 040 (série G8 de l'ancien réseau AL) y retrouvent une nouvelle jeunesse.
L'endroit était tellement stratégique que les ateliers ont été bombardés trois fois entre 1939 à 1944. Les dégâts furent colossaux : destruction partielle des ateliers de locomotives, destruction totale des ateliers de voitures et wagons. Les Allemands ont même dynamité ce qu'il en restait, avant de fuir devant l'avancée des Américains.
 Après la Libération, tout a été restructuré. On trouvait sur le site l'arrondissement du Matériel ; les ateliers de locomotives à vapeur spécialisés dans la réparation des locomotives 141 R livrées par l'industrie américaine, fin 1945 ; l'entretien pour la réparation des wagons.
L'électrification a apporté son lot de changement. 1966, 1969 et 1972 ont constitué des tournants décisifs. La vapeur disparaît progressivement, l'arrondissement de Metz-Traction et Matériel-Montigny fusionnent et l'Entretien de Montigny devient établissement directeur pour 21 500 wagons plats à bogies de grande longueur, 13 500 tombereaux à essieux, 1 000 de service. Activité qui débouche sur celle de l'entretien et de réparation des bogies et des essieux à partir de 1975 1 600 bogies Y19 et 19A, mais aussi 105 000 bogies Y 25.
Après la Libération, tout a été restructuré. On trouvait sur le site l'arrondissement du Matériel ; les ateliers de locomotives à vapeur spécialisés dans la réparation des locomotives 141 R livrées par l'industrie américaine, fin 1945 ; l'entretien pour la réparation des wagons.
L'électrification a apporté son lot de changement. 1966, 1969 et 1972 ont constitué des tournants décisifs. La vapeur disparaît progressivement, l'arrondissement de Metz-Traction et Matériel-Montigny fusionnent et l'Entretien de Montigny devient établissement directeur pour 21 500 wagons plats à bogies de grande longueur, 13 500 tombereaux à essieux, 1 000 de service. Activité qui débouche sur celle de l'entretien et de réparation des bogies et des essieux à partir de 1975 1 600 bogies Y19 et 19A, mais aussi 105 000 bogies Y 25.
Des tentatives
Depuis 2008, la conjoncture économique très difficile affecte le fret ferroviaire. La SNCF récupère les essieux présentant encore un potentiel sur de nombreux wagons radiés. En 2009, l'activité de réparation d'essieux de Montigny y est inférieure à 10000, moins de 7 000 en 2011, moins de 4 300 en 2012... Une restructuration des centres de réparation d'essieux fret de la SNCF était nécessaire. Les sites de Tergnier dans l'Aisne et de Nîmes-Courbessac dans le Gard sont suffisants, en capacité, pour traiter l'ensemble des besoins. L'activité de réparation d'essieux voyageurs, marginale à Montigny, est insuffisante pour assurer l'avenir de cet atelier. Une association avec le groupe franco-allemand GHH Valdunes échoue. La décision de fermeture de l'atelier de Montigny-lès-Metz prend effet 14 février 2013.
Un sursaut
Les anciens ateliers SNCF n'ont pas été retenus pour monter la filière de démantèlement-valorisation des toutes premières rames du TGV-Atlantique. Le site d'Ambérieux-en-Bugey, dans l'Ain, un ancien noeud ferroviaire, a été choisi. C'est une déconvenue pour Montigny. La SNCF a préféré Vinci pour conduire ce premier projet d'envergure qui implique le démantèlement de 104 rames, soit 1 248 motrices et voitures.
Lundi 2 décembre 2019 (RL)


Mercredi 4 décembre 2019 (RL)

Jeudi 19 décembre 2019

L'équipe « décalage-examen » procède à toutes les opérations de démontage des organes du roulement (couvercles, boîtes, roulements à rouleaux...), au lavage et brossage de l'essieu, au lavage et à l'examen des boîtes et des éléments du roulement.
L'équipe « boîtage-préparation » assure les travaux de remontage de tous les éléments déposés, le graissage dosé suivant le type de roulement et la mise en peinture.
Les agents de l'équipe « US-expertise » ouvrent le procès-verbal d'expertise (ce PV, placé dans un fourreau avec semelle magnétique, accompagne l'essieu jusqu'à sa sortie du chantier), contrôlent la résistance électrique de l'essieu, procèdent à l'expertise complète sur un banc de relevé dimensionnel. Ils assurent également le contrôle non destructif des essieux-axes à la magnétoscopie et aux ultra-sons ainsi que le marquage du collier.
Les essieux terminés sont acheminés soit vers le chantier bogies pour les besoins de Montigny, soit vers le « Parc » pour stockage (volant d'échange) ou pour expédition aux établissements demandeurs.
L'Atelier A 3
L'atelier « A 3 - Divers » regroupe, en trois sections, le reste du personnel du service Production. Les agents de cet atelier, contribuent, d'une part à la production « wagons », en liaison avec les ateliers A 1 et A 2 et exécutent, d'autre part, les travaux constituant les frais de fonctionnement de l'établissement.
Au sein de la section « menuiserie-peinture », l'équipe « menuiserie-machines-outils », implantée dans le bâtiment B 6, débite et prépare le bois nécessaire à la réparation des wagons.
Les agents de l'équipe « menuiserie-wagons » sont répartis sur les différentes voies affectées à la réparation ou à la révision des wagons. Ces agents démontent les lames de plancher avariées sur les wagons et remontent les lames neuves usinées par l'équipe des machines-outils.
Les travaux de l'équipe « peinture », effectués à la brosse, consistent en : raccords de peinture et pose de décalcomanies sur les wagons, menus travaux d'embellissement et mise en peinture des pièces sortant de fabrication.
Les mises en peinture complètes de wagons (à l'occasion de modifications importantes) sont effectuées au pistolet dans le bâtiment B 5.
Les agents de la section « installations - outillage machines-outils » sont appelés à intervenir sur les installations de l'ensemble de l'établissement, sauf les agents de l'équipe « machines-outils » qui travaillent à poste fixe.
La diversité des travaux de l'équipe « électrique » va du remplacement d'une ampoule au dépannage d'un gros moteur de machine-outil. Cette équipe procède, conformément à des fiches de visites techniques, aux visites programmées de la partie électrique des installations et outillages de l'établissement (machines-outils, ponts roulants, chevalets de levage, chaufferie, etc.).
L'équipe « mécanique » assure les travaux de visite et d'entretien de la partie mécanique des mêmes installations, en coordination avec l'équipe électrique, pour réduire les immobilisations de matériel. Cette équipe gère également le cabinet de distribution d'outillage (distribution sur jeton, échange d'outillage usé, etc.).
L'équipe « divers » exécute des travaux tels que la conduite et l'entretien des centrales de chauffe, charbon et gaz, l'entretien des réseaux de distribution de chauffage, d'eau, d'air, d'oxygène et d'acétylène, la conduite de la camionnette (transports divers et achats en ville) et la visite et l'entretien des chariots de manutention à fourches, des compresseurs d'air et du matériel d'incendie.
L'équipe « machines-outils » comprend les agents travaillant à poste fixe sur différentes machines de l'établissement (tours, fraiseuse, aléseuse, perceuse radiale, tours à roues, etc.). Ces agents participent à l'usinage de pièces pour wagons et pour l'entretien des installations ou à la réalisation d'outillages spéciaux.
La section « manutention » regroupe deux équipes.
L'équipe « manutentions-nettoyage » comprend quatre groupes qui assurent les manutentions générales et le nettoyage (wagons et établissement), les manutentions des essieux et bogies pour les chantiers spécialisés, celles du magasin, du quai de chargement et du centre Europ au moyen des chariots élévateurs à fourches pour approvisionner le matériel dans les équipes.
L'équipe « locotracteur-chariots transbordeurs », de son côté, procède au tri et à la mise en place des wagons au moyen du locotracteur et de deux chariots transbordeurs de 21 m.
Le contrôle dans l'industrie privée
L'entretien de Montigny est l'établissement d'attache des contrôleurs de wagons de particuliers dans les établissements réparateurs de l'industrie privée de la région de Metz ; ces contrôleurs sont placés sous l'autorité du chef de service Production.
Rappelons que le rôle du contrôleur est de veiller, pour le compte de la S.N.C.F., au respect, par les réparateurs agréés, des règles d'entretien des wagons. Il confirme les exigences techniques (documents d'entretien) et procède à des contrôles d'exécution des travaux prescrits pour l'infrastructure.
Pour la superstructure, il intervient s'il a l'occasion de constater des avaries ou un mauvais entretien susceptibles de mettre en cause la sécurité de l'exploitation. Il défend également la position de la S.N.C.F. dans les constats contradictoires et les litiges en recherche de responsabilité.
Les sept contrôleurs rattachés à Montigny exercent leurs attributions auprès des établissements de l'industrie privée agréés, situés à Audun-le-Tiche, à Rombas, Longwy, Rehon, Creutzwald, Auboué, Neunkirchen (Sarre) et Dillingen (Sarre).
Le service technique : un rôle indispensable
Les tâches confiées au service Production sont nombreuses. D'autres fonctions indispensables à la bonne marche de l'établissement sont regroupées au sein du service technique. Ce sont les fonctions Études techniques - Préparation lancement et Approvisionnement, formant chacune une section.
La section « Études techniques » (Tt) comprend les groupes engins et installations-outillage (dans lesquels des techniciens travaillent en symbiose avec des dessinateurs) et un groupe commun.
Le groupe « engins » étudie des modifications de wagons du parc commercial quand certains problèmes ne peuvent pas être résolus par la voie normale des règles d'entretien. Il étudie également des transformations ou des aménagements de wagons de service à la demande des utilisateurs. Ce groupe se tient aussi à la disposition du service production pour résoudre les questions qui peuvent se présenter lors des premières applications de modifications. Le groupe « engins» suit également, sur wagons, les essais exigeant des relevés de cotes ou des examens minutieux. Pour faciliter un travail ou augmenter la production, il est parfois nécessaire de créer ou de modifier des installations ou des outillages. Dans ce but, le groupe « installations-outillage » est chargé d'effectuer les études nécessaires en vue de leur réalisation par l'atelier ou, éventuellement, de prospecter dans l'industrie privée pour l'acquisition de l'outillage le mieux adapté. En relation suivie avec le service de l'Équipement, ce groupe règle les questions relatives à l'entretien et à l'aménagement des voies et des bâtiments et réalise, le cas échéant, les projets de travaux importants. Enfin, les agents de ce groupe établissent le programme annuel de renouvellement des machines-outils et veillent à sa réalisation.
Le groupe « Commun » exécute des croquis, des silhouettes ou des dessins de détail. Il rectifie les dessins dont Montigny est directeur et fait le nécessaire pour que les copies de ces dessins, réparties sur la S.N.C.F., soient constamment tenues à jour ; il satisfait à toutes les demandes de dessins provenant, soit du service Production, soit d'autres établissements. Les agents de ce groupe sont également chargés de la reprographie (tirage hélio et photocopie) pour l'ensemble des services logés dans l'enceinte de l'établissement. Les wagons arrivant à l'établissement y viennent pour plusieurs raisons :
- chargés, pour apporter des pièces ou des matières en provenance d'autres établissements S.N.C.F. ou d'usines ;
- pour réparation accidentelle (RA) lorsque les avaries dépassent les moyens des entretiens voisins (Montigny ne traite que des grosses RA) ;
- pour révision (REV). Dans ce cas, les wagons sont dirigés sur Montigny, à échéance de leur délai de révision, sur ordre de la Gestion centralisée des révisions (GCR) à Paris, qui utilise les services de l'ordinateur affecté à la Gestion centralisée du trafic marchandises (GCTM).
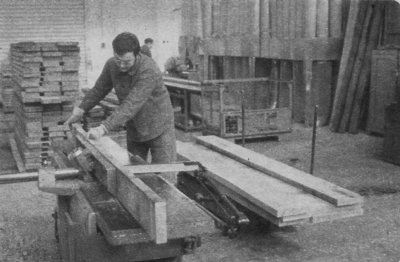 Un coin de l'atelier menuiserie. |
La section « préparation-lancement » (Tp) procède donc au recensement de tous les wagons lors de leur entrée à Montigny et renseigne tous les services intéressés à l'intérieur et à l'extérieur de l'établissement (dont la GCR). De même, cette section relève les wagons lors de leur sortie de l'établissement, ce qui lui permet d'établir différents documents statistiques et de renseigner le service Transport. Elle procède également, par messages, à la tenue à jour du fichier central wagons qui comporte des renseignements techniques sur chaque wagon et enregistre les avaries. L'exploitation de ce fichier permet de déceler les avaries chroniques et de guider la politique d'entretien des wagons.
Désigné comme « Etablissement centralisateur pour l'application des règlements internationaux (RIV) », l'entretien de Montigny est chargé de régler le cas des wagons ou bogies gravement avariés tant pour le matériel S.N.C.F. sur les administrations étrangères désignées, que celui de ces administrations sur nos lignes.
Ces tâches, confiées à la section Tp, comprennent en particulier les correspondances avec les administrations étrangères, l'acheminement des véhicules avariés rapatriés, la transmission des factures, le règlement des litiges relatifs à l'établissement des factures et la fourniture de pièces de rechange demandées par les administrations étrangères pour la réparation du matériel S.N.C.F.
Les administrations desservies par Montigny sont : l'Entreprise des transports de Budapest (HEV), les Chemins de fer Raab Oedenburg Ebenfurt (Gy SEV), les Chemins de fer d'Allemagne démocratique (DR), de Pologne (PKP), de Tchécoslovaquie (CSD), de Hongrie (MÀV), d'Allema.gne fédérale (DB), d'Autriche (OBB) et du Luxembourg (CFL).
La section Tp entretient également des relations avec les propriétaires de wagons de particuliers, d'une part, et avec le bureau des wagons de particuliers (organe de la direction du Matériel), d'autre part, pour toutes les questions relatives à la réparation des wagons de particuliers (devis, pièces, facturation...).
Enfin, cette section assure aussi l'établissement de devis, à la demande de la section Tt, pour connaître le coût d'une réalisation ou d'une transformation, la tenue à jour permanente du fichier central outillage géré par la direction du Matériel, la préparation du programme annuel d'entretien des outillages et des installations de l'établissement et une aide aux équipes de production lors de confections ou réalisations exceptionnelles, par la commande de matières, la répartition de plans, la détermination de certaines quantités, etc.
La section « approvisionnement » (Ta), plus communément appelée « le magasin », a pour rôle essentiel de fournir aux différents utilisateurs les pièces de rechange nécessaires à l'entretien des wagons ainsi que les matières et pièces pour l'entretien des installations. Cette section doit veiller à ce que les pièces soient toujours disponibles tout en maintenant les stocks au plus bas, car tout approvisionnement superflu immobiliserait un capital important.
La section approvisionnement a plusieurs missions distinctes en ce qui concerne les pièces de rechange pour wagons. Elle fonctionne comme stock local et, à ce titre, elle reçoit en provenance d'un magasin général les pièces nécessaires pour les besoins de Montigny, du poste de Woippy et du centre MT de Conflans.
Elle fonctionne aussi comme stock général pour les pièces spécifiques aux wagons dont Monti-gny est directeur et qui sont reçues directement des fabricants pour les besoins de l'ensemble des établissements S.N.C.F.
En tant que centre stockeur « Europ », il alimente les établissements S.N.C.F. en pièces de rechange étrangères pour les wagons des administrations suivantes : Chemins de fer fédéraux allemands, Chemins de fer fédéraux autrichiens et Société nationale des Chemins de fer luxembourgeois.
À l'inverse, Montigny approvisionne les centres Europ de ces administrations en pièces de wagons S.N.C.F., et rapatrie les pièces avariées déposées en France.
Comme centre stockeur RIV, il fournit, sur demande, des pièces de wagons S.N.C.F. aux administrations étrangères (déjà désignées sous la section Tp).
La section approvisionnement comprend trois groupes : le groupe « magasinage » qui reçoit, range, distribue et expédie les pièces ; le groupe « gestion », qui détient un fichier pour l'ensemble des pièces du magasin (y compris les pièces de parc : bogies et essieux entrant ou sortant de réparation). Tenu à jour par des fichistes - qui inscrivent les entrées et les sorties -, le fichier renseigne en permanence sur la quantité de pièces disponibles. Le réapprovisionnement des pièces est effectué par les fichistes suivant des règles bien déterminées ; le groupe « matières », enfin, est constitué par des techniciens venant de l'atelier et connaissant bien les soucis d'approvisionnement du service production.
En relation suivie avec ce service, ces agents règlent au mieux et le plus rapidement possible les problèmes d'approvisionnement imprévus. Ces techniciens élaborent également les prévisions de consommation des différentes pièces en accord avec le service production, le groupe d'études et les fichistes, et déterminent les pièces à mettre en approvisionnement pour les séries de wagons récentes. Ce travail est d'une extrême importance, car de sa précision dépend, en grande partie, la qualité de l'approvisionnement.
Des services divers pour une administration et une coordination de l'ensemble
Le service administratif a pour tâches essentielles d'assurer l'administration du personnel, le secrétariat et la comptabilité de l'établissement.
La section « Personnel » (Pa) gère le fichier des agents et s'occupe de l'administration du personnel. Une partie « pointage » (Pp) est chargée de la collecte, auprès des équipes, des relevés de pointage journalier sur les différents comptes d'imputation et du calcul de la prime.
La section « secrétariat » (S) assure le tri, l'enregistrement et l'acheminement de tout le courrier.
La section « comptabilité » effectue des travaux de gestion (Cg), les travaux de mécanographie (Cm) et, bien entendu, tient la caisse (Cc) qui effectue paiements en espèces aux agents et contrôle la comptabilité de la cantine.
Pour être élaborées avec le maximum de réalisme et d'opportunité, les règles d'entretien doivent découler d'observations faites sur les lieux mêmes où les wagons sont traités ; ce procédé permet d'établir des documents reprenant les travaux à exécuter qui répondent exactement aux besoins des agents chargés de les appliquer. Les rapporteurs du « groupe d'études » effectuent des investigations sur les wagons et notent les constatations observées.
Ils tirent ensuite le meilleur profit des renseignements recueillis pour établir les règles d'entretien : liste des travaux indispensables, technique des interventions, fréquence et progressivité des travaux.
Le groupe « affaires générales », réduit à un agent, est chargé d'assurer l'organisation des visites de l'établissement et les tâches fonctionnelles concernant la sécurité du personnel et le matériel de secours.
Le « secrétaire de gestion » recherche et fournit les éléments nécessaires à la définition des objectifs de l'établissement (élaboration des budgets main-duvre et matières).
Sur demande des responsables techniques, le secrétaire de gestion procède également à des analyses de résultats, cherchant à localiser les paramètres, causes d'anomalies.
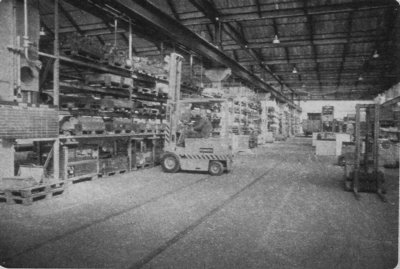 Le « magasin », installé dans le bâtiment B 4, est desservi par des engins mécaniques modernes. |
Les activités sportives sont pratiquées sur un stade dans l'atelier, sur un stade S.N.C.F. extérieur (cross et athlétisme), dans un collège d'enseignement secondaire voisin (hand-ball) ou à la piscine de la ville de Montigny.
Un internat, situé à l'extérieur de l'établissement, comprenant vingt chambres à deux lits et deux salles de télévision, accueille les jeunes trop éloignés de leurs familles. Rappelons que ce n'est qu'à l'issue de leurs deux années d'apprentissage que les jeunes se familiarisent avec le matériel ferroviaire au cours d'un post-apprentissage de deux mois en école de réseau (Mohon ou Romilly) et de quatre mois dans leurs établissements d'affectation.
Au cours des vacances scolaires d'été, les apprentis de première année peuvent participer à un camp organisé par la S.N.C.F. ou par une de ses associations. Les apprentis de deuxième année ont d'ailleurs le choix entre des vacances d'hiver dans un chalet S.N.C.F., un camp d'été organisé par le centre (en général un tour en Corse) et, au cas où ils sont âgés de plus de dix-huit ans et aptes physiquement, ils peuvent participer à la conduite des locomotives comme aide-conducteurs, ce qui leur permet, éventuellement, de s'orienter vers une carrière dans un établissement « Transport » (dépôt).
Installations et outillages : à la mesure des besoins
Pour effectuer tous les travaux dont il a la charge, l'établissement dispose d'installations et d'outillages dont les principaux sont indiqués ci-après.
Moyens de transformation d'utilisation d'énergie
Un poste de transformation du courant de 17 000 volts en courant 380 et 220 volts comprenant trois transformateurs d'une puissance totale de 1 800 kVA, une centrale de détente d'oxygène liquide, une centrale d'évaporation d'acétylène dissous, une centrale de production d'air comprimé à trois compresseurs, une chaufferie centrale pour le chauffage des ateliers et enfin, une chaufferie annexe.
Moyens de manutention-levage
Trois chariots transbordeurs, dont deux de 21 m, vingt-sept ponts roulants, dont deux d'une capacité de 120 tonnes, vingt-et-un stands de levage de wagons et treize engins de manutention (chariots à fourches, transpalettes, gerbeurs, tracteur pousse-wagons) équipent les différentes parties de l'établissement.
Les moyens de production comprennent dix tours, dont deux à reprofiler les roues, quatorze machines-outils diverses, seize machines de chaudronnerie, treize machines à bois, cinquante-sept postes de soudure à l'arc et une importante quantité d'outillages pneumatiques à main.
Suivons les wagons...
Après la description des différents services et des installations, nous allons suivre le cheminement des wagons, depuis leur entrée jusqu'à leur sortie de l'établissement.
Montigny reçoit deux fois par jour une rame de wagons en provenance du triage de Woippy. Après reconnaissance de la rame par la section « préparation lancement », la section « manutention » procède au tri de cette rame qui comprend des wagons chargés, des réparations accidentelles et des révisions.
Les wagons chargés sont acheminés directement sur le « magasin » qui fait procéder à leur déchargement à l'endroit approprié.
Les wagons en réparation accidentelle sont placés, au moyen du locotracteur, sur les voies 7, 8 et 9 du bâtiment B 6 pour être réparés.
Les wagons en révision sont traités, d'une part, sur les autres voies du bâtiment B 6 et, d'autre part, sur les voies des bâtiments B 2 et B 4.
Pour le bâtiment B 6, les wagons à réviser sont placés sur les voies spécialisées par type de wagons, au moyen du chariot transbordeur n° 2 (ouest). Au cours de leur traversée du bâtiment, les wagons subissent les travaux de révision en plusieurs phases, par les équipes spécialisées, en avançant d'une longueur à l'issue de chaque phase.
Après trois ou quatre jours de travail, les wagons arrivent à la dernière phase où l'équipe « levage » procède à la substitution des bogies du wagon par des bogies du même type, sortant de révision. Les wagons sortent ensuite du bâtiment B 6 par le chariot transbordeur n° 1 (est) et sont placés sur la voie de sortie pour être remis à disposition dans le parc commercial.
Les bogies substitués sous les wagons sont acheminés ou reviennent du bâtiment B 1 (chantier bogies) par l'intermédiaire du chariot transbordeur n° 1.
Le principe reste le même pour les wagons traités en révision dans les bâtiments B 2 et B 4, sauf pour la mise en place des wagons effectuée par le locotracteur, et pour la substitution des bogies transportés sur le chantier bogies par pont roulant ; la sortie des wagons révisés se fait également par le transbordeur n° 1.
L'alimentation de l'établissement en wagons à réviser est réalisée par un ordinateur. Le secrétaire du chef du service Production détermine, par série de wagons, la production hebdomadaire escomptée (PHE) qu'il introduit dans l'ordinateur. Celui-ci prononce un nombre de réformes de wagons égal au triple de la PHE : un tiers en cours de révision, un tiers en attente de mise en main et un tiers en cours d'acheminement.
Voilà donc comment se présentent les «ateliers de Montigny », après les récents aménagements de ces dernières années.
D'autres aménagements, très appréciés par le personnel, ont également été apportés : les bâtiments ont été mieux appropriés aux besoins et aménagés avec des aires de détente, jardin de rocailles et bassin à poissons rouges à l'intérieur du bâtiment B 6, nombreux massifs fleuris et beaucoup d'arbustes. Les bureaux, couloirs et salles de réunion ont également été rénovés et aménagés de façon agréable.
Étant donné l'importance accrue du parc wagons de grande longueur à bogies et le rôle de l'entretien de Montigny en qualité d'établissement directeur, de nombreux wagons pourront encore profiter des équipements modernes de cet établissement pour y subir une révision sérieuse, les rendant aptes à assurer un service sans reproche.
Pierre LENHOF
 N° 48 - 1/2e trimestre 1982 |
Nous avons estimé que des souvenirs aussi anciens et directs intéresseraient les cheminots actuels. Monsieur BRETON a donc bien voulu nous recevoir à son domicile pour nous conter quelques aspects de sa jeunesse et du chemin de fer de l'époque. Nous ne pouvons rapporter que l'essentiel car il est un conteur plein de verve et a encore bonne mémoire.
Monsieur BRETON est né le 27.08.1888, fils et petit fils de cheminot. Son père travaillait aux ateliers de MONTIGNY comme chaudronnier sur cuivre; son grand-père y exerçait le métier de menuisier. Il a sans doute connu les tout premiers temps des Ateliers. Deux de ses oncles, y travaillaient également comme manuvres. Des cinq enfants de la famille, il était l'aîné et demeure le seul survivant.
Monsieur BRETON se souvient de sa vie d'enfant qui ne s'est guère passée dans l'aisance. « Ma mère allait travailler, elle allait laver pour des personnes connues ». « Mon père, quand il revenait du travail, allait au jardin avec la pioche ». Donc le travail occasionnel de la mère et le petit jardin étaient nécessaires pour améliorer l'ordinaire de la famille. Les propriétaires de l'appartement occupé par les bretons amélioraient le leur en élevant quelques chèvres. Mais chèvres et jardin ne font pas bon ménage. Alors un jour, je leur ai dit : « on n'a déjà pas grand chose et avec ça vous venez encore avec vos bêtes ». « Ah.h.h. ! si ça ne vous plaît pas, vous... ». On a eu à faire à eux parce qu'on a réclamé pour que les chèvres ne viennent pas manger les quelques carottes et les pauvres petites salades qu'on pouvait récolter. A plusieurs reprises, au cours de l'entretien, nous avons ressenti la dureté de la vie en ce début de siècle. C'est durant la guerre de 14-18 que la pénurie de nourriture a été particulièrement sensible.
Le jeune BRETON a fréquenté l'école primaire jusqu'à 14 ans. Il y a appris l'allemand puisque l'Alsace Lorraine était annexée à l'Empire Allemand.
 Metz : La marché place St Jacques en 1910 (Coll. Marcel GOURLOT) |
« Je suis sorti de l'école, j'avais 14 ans, je suis arrivé à la maison; ma mère me dit : « eh ben... qu'est ce que tu vas faire maintenant ? Il fallait que je cherche du travail. Où aller ? Le lundi je m'habille et je m'en vais voir jusqu'à METZ si je trouve quelque chose. « On ne trouvait pas de travail en ce temps là ». Sur le chemin de METZ, il y avait une petite cartonnerie, appartenant à un allemand, qui fabriquait des boîtes en carton pour chapeaux et bottes. Il avait un domestique, un cheval et un chariot pour livrer la marchandise... alors j'ai été voir. « Ah là, non, on n'a pas de travail » m'a dit le patron. Je savais bien qu'il n'y avait pas de travail nulle part (déjà le chômage). Au moment de sortir, il me rappelle ».
« J'aurais peut-être quand même du travail mais on ne gagne pas grand chose ». II y a 8 femmes qui travaillent ici et qui gagnent 80 pfennigs par jour. Vous pouvez commencer lundi comme manceuvre, il vous faudra des bleus de travail. Ils étaient chers à cette époque, on ne les avait pas en dessous de 3 marks 50, (soit environ la valeur de 4 jours et demi de travail d'une femme). On ne parlait pas de SMIG ni de pouvoir d'achat.
Après le 1er mois qu'est-ce que j'ai touché ? 50 pfennigs par jour pour 10 heures de travail et il fallait bûcher car la patronne travaillait avec nous. Il ne s'agissait pas d'aller se promener à droite et à gauche. En plus il a fallu, des fois le dimanche, que j'aille en ville, dans les grands hôtels restaurants pour ramener des restes de repas à donner aux chiens de chasse du patron. Tout çà, c'était à l'oeil. Alors vous voyez qu'on ne gagnait presque rien ».
Le jeune BRETON a supporté ce régime durant 1 an puis il a réagi. « Alors j'ai dit au patron lors de la paie ; vous pourriez bien me donner une augmentation ». « Oh, ce n'est pas possible, les affaires ne marchent pas bien ».
« Eh bien alors je donne ma démission ».
J'allais sortir, il me rappelle et me dit :
« Si vous voulez... j'ai réfléchi... tout bien compté je vous augmenterai ».
« Savez-vous de combien ? » nous demande Monsieur BRETON encore en colère ! « 1 pfennig par jour. Alors j'ai quitté ».
Mais pas question de rester sans travail. Étant l'aîné de la famille, il avait des responsabilités.
« En regardant les journaux, je vois une annonce : À METZ, une quincaillerie de la rue de Ladoucette qui cherche un commis. Je vais voir là. Les patrons étaient de vieux français.
Les conditions étaient les suivantes :
« Vous avez 1 mark par jour (100 pfennigs) (ce n'était plus 50 pfennigs) et comme vous habitez loin, vous avez un repas à midi » - « Qu'est ce que j'étais heureux!! ». La quincaillerie était située près de la place Saint-Jacques. Elle était spécialisée dans la réparation des lampes à pétrole et la confection des couvercles en étain pour les chopes de bière en grès. « Tous les lundis, les garçons de café venaient revendre les couvercles cassés » - (sans doute leur façon d'améliorer l'ordinaire). Le magasin ouvrait dès 7 H pour permettre aux paysans et maraîchers, vendant au marché de la place Saint-Jacques, d'y faire leurs achats.
Le trajet maison-magasin, il le faisait bien sûr à pied. Il devait donc partir dès 6 H. Il y avait bien déjà des tramways à chevaux mais il n'était pas question de les emprunter car trop cher. Prix du parcours : 2 sous = 10 pfennigs).
Malgré toute l'estime qu'avait le jeune commis pour ses nouveaux patrons, il n'est resté que 6 mois à leur service, car, un beau jour, quand il y a eu de l'embauche aux Ateliers, son père a réussi à le faire rentrer comme apprenti chaudronnier sur cuivre.
Être apprenti au chemin de fer était un privilège.
À l'époque, les apprentis chez les patrons non seulement n'étaient pas rémunérés mais devaient payer leur apprentissage. Pour les apprentis du chemin de fer, la famille touchait une aide progressive de 1,10 marks par jour en 1re année à 1,40 marks en 4e année d'apprentissage.
Le jeune BRETON a été le seul apprenti chaudronnier embauché ce 5.10.1903 et sans doute aussi le 1er.
À la prise de service, son père l'a présenté à son futur chef d'équipe. L'accueil et la mise à l'aise se sont résumés à peu de choses. « Regardes un peu qu'est-ce qu'on fait, comment on travaille » lui a dit celui-ci.
« Après un moment, il y en a un qui m'appelle ».
« Tiens, chauffe moi mon fer ».
(Quel fer ! que veut dire ce type ? il y avait là 2 feux - il faut sans doute le mettre là dedans).
« Alors, je prends le fer, je le mets dans le feu et ma foi à peine je l'avais mis, je le retire de nouveau (je ne savais pas pourquoi c'était faire, je ne savais pas ce que c'était).
« Je lui rapporte... Je n'ai pas le dos tourné... Pomh, je reçois quelque chose dans les reins... Je t'ai dit de chauffer mon fer... ! ».
Le Chef d'équipe témoin de l'envol adressa de sévères observations à l'ouvrier responsable du fer à souder, « mais imbécile apprends lui d'abord comment il doit faire et qu'est-ce qu'on fait avec ».
Voilà comment j'ai appris ce qu'est un fer à souder. Voilà mon accueil au Chemin de Fer, avec un fer à souder dans les reins ».
Tout le reste de l'apprentissage semble s'être déroulé calmement, car seul cet épisode du fer à souder est resté gravé dans la mémoire de Monsieur BRETON.
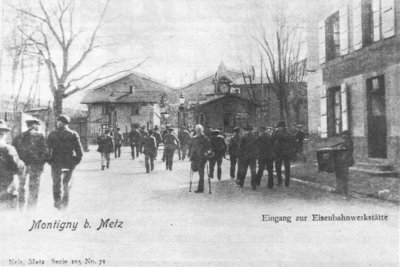 L'entrée des Ateliers de MONTIGNY au début du siècle. (Coll. Louis DROCKENMULLER) |
« Elle avait une roue de 1,50 m de haut à l'avant et 40 cm à l'arrière. Pour monter dessus il fallait un endroit avec des arbres. On calait le vélo contre un tronc on montait les 2 marches puis en se tenant après l'arbre, on se mettait assis dessus. Il fallait faire attention à ne pas se casser le nez parce que ça faisait un sacré saut ».
Il y avait très peu de vélos à l'époque. Les ouvriers venaient en majorité à pied même ceux qui habitaient loin, dans les villages des alentours.
Notre apprenti a donc acquis tous les tours de main du métier et nous a expliqué comment on s'y prenait à l'époque pour fabriquer un tuyau en cuivre.
« On coupait une bande dans une feuille de cuivre. Cette bande, on l'enroulait autour d'une tringle en acier, on amincissait les bords et on les rapprochait. Puis, sur un feu de coke, on réalisait une brasure (procédé de soudure). « Il fallait faire bien attention que la brasure ne passe pas au travers car après il n'y avait plus moyen de déboucher ». Le tuyau brut ainsi réalisé n'était pas utilisable en l'état. Puis on avait des filières. C'était des pièces carrées en acier avec un trou de diamètre variable que l'on serrait sur le tuyau. Ces filières étaient tenues dans des pinces. Une extrémité du tuyau était fixée dans un mandrin qui le faisait tourner pendant que la filière était tirée vers l'extrémité libre. Par serrage progressif de la filière et par passes successives, on amenait ainsi le tuyau au diamètre voulu. De 1 m de long à l'origine on le tirait jusqu'à 2,50 m à 3 m de long et 8-9 mm de diamètre.
Les tuyaux en cuivre sans soudure n'auraient fait leur apparition que vers 1915. La fixation des brides d'assemblage sur le tuyau était aussi réalisée par brasure. Avant de chauffer les pièces, il fallait réaliser un petit moule en terre glaise autour de la zone de liaison pour éviter l'écoulement de la brasure (liquide avant le refroidissement).
La brasure était fabriquée par les chaudronniers en fondant ensemble du cuivre et du zinc.
Pour activer les feux de coke et de charbon de bois, les ouvriers avaient bien sûr des soufflets mais Monsieur BRETON se souvient d'une machine à vapeur installée à la menuiserie. Elle brûlait la sciure et les chutes de bois et elle actionnait une soufflerie qui envoyait l'air jusqu'aux feux de forge.
Il semble qu'il y avait plusieurs machines à vapeur dans les ateliers. Elles faisaient tourner de grands arbres à poulies qui entraînaient les différentes machines au moyen de grandes courroies en cuir. Monsieur BRETON se rappelle d'un tour à roues entraîné de cette façon.
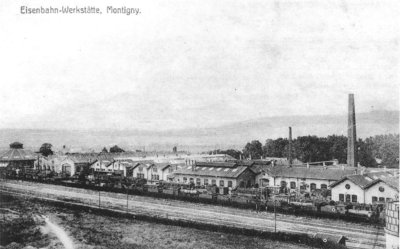 Les Ateliers de MONTIGNY avant 1914 - vue générale. |
L'air comprimé était produit au moyen de la vapeur et actionnait surtout des marteaux pneumatiques à buriner.
L'électricité, nous l'avons eue très tard ».
Les chalumeaux oxyacétyléniques ne semblaient pas connus. Seuls des chalumeaux à gaz étaient utilisés pour le brasage.
Les habitudes en usage sur les lieux du travail ont bien plus imprégné M. BRETON. « Le casse croûte était interdit, mais tout en travaillant on pouvait quand même manger un peu en cachette ».
Pour le repas de midi, il n'existait pas de cantine. Un réfectoire était à la disposition de ceux qui amenaient la gamelle le matin. Mais la coutume consistait à se faire apporter le repas dans les ateliers. Un train circulant à midi entre METZ et MONTIGNY amenait les femmes portant les repas chauds. Les agents ne mangeaient pas au réfectoire mais éparpillés dans l'atelier.
« À 13 h 00, le mécanicien sifflait, et toutes les porteuses remontaient dans le train qui les ramenait à METZ.
Il existait une petite cabane appelée « Débit de café » qui vendait de la limonade, de l'eau de Seltz et du café pour 5 pfennigs. « La bière était interdite mais il y avait quelques trous dans la clôture qui permettaient de faire passer des bouteilles. Pas question de fumer sur le lieu du travail. Cela était strictement interdit pour tout le monde. Il y avait bien sûr déjà des fumeurs invétérés qui essayaient de fumer en cachette. Mais ceux qui avaient absolument besoin de leur forte dose de nicotine « chiquaient du tabac et recrachaient le jus ».
Le confort dans les ateliers était des plus précaires. En hiver, quelques fourneaux à charbon éparpillés dans les ateliers donnaient une petite tiédeur toute locale. Par la suite le chauffage à vapeur a été installé.
Pour WC il existait une espèce de plateforme compartimentée, perçée de trous, en dessous desquels étaient placés des tonneaux... Le tout à l'égoût n'existant pas, le contenu des tonneaux enrichissait les champs maraîchers des alentours.
D'après Monsieur BRETON, la durée journalière de travail était de 10 H et les ouvriers travaillaient le samedi matin.
Le repos du dimanche était obligatoire pour tous ceux qui n'étaient pas de service. Le travail aux champs était par exemple interdit ce jour là sous peine d'amende. Ceux qui voulaient déroger à cette règle pour un motif impérieux, devaient acheter une autorisation qui spécifiait les horaires autorisés.
Les cheminots étaient comparativement moins bien rémunérés que certains ouvriers d'usine. Ils ne disposaient de facilités de circulation que cas par cas et sur demande.
Les congés n'étaient pas connus.
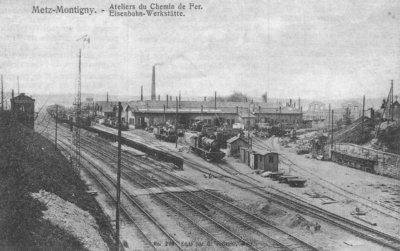 Les Ateliers de MONTIGNY côté voies principales avant 1914. (Coll. Marcel GOURLOT) |
Monsieur BRETON nous a longuement parlé de la guerre de 1914-18 qu'il a vécu aux ateliers. Avant la guerre, il semble que d'une façon générale les cheminots lorrains ignoraient un peu les collègues allemands qui leur étaient associés (même entre les cheminots allemands de différentes origines, l'entente n'était pas bonne). Ils les supportaient stoïquement. La présence allemande était relativement ancienne et la paix régnant « ils n'étaient pas aussi hargneux que sous l'occupation durant la 2e guerre mondiale ».
Durant la guerre, à certains moments, de très grands efforts devaient être fournis. Monsieur BRETON se rappelle d'une époque où le travail était presque continu pour tous. Il fallait modifier des locomotives pour qu'elles soient aptes à un trafic plus difficile résultant de la guerre.
Un des moments les plus pénibles fut la parution, en 1918, d'un ordre annonçant que les jeunes, non mariés, étaient réquisitionnés. Monsieur BRETON était fiancé, mais avait remis le mariage à la fin de la guerre pour des raisons d'ordre « économique » et compte tenu de l'insécurité qui régnait à l'époque. Il ne voulait pas fonder une famille dans ces circonstances, mais devant la menace de l'enrôlement, il a vite pris la décision de se marier. La mairie de MONTIGNY a été démolie lors d'un bombardement le jour de son mariage.
Mais vers la fin de la guerre, la menace d'enrôlement s'est fait sentir, malgré son nouvel état civil.
À ce moment, il s'est caché pour ne réapparaître qu'au moment de la libération. L'approche de la libération a suscité un grand enthousiasme parmi la population et, même des signes aussi menaçants que des coups de canons étaient perçus avec un certain plaisir « les obus ne nous faisaient pas tellement peur car ils annonçaient la libération ».
Lors de la libération en 1918, les premiers soldats ont été accueillis très chaleureusement par toute la population. La grand-mère de Monsieur BRETON avait 90 ans à ce moment. Elle a été très étonnée de ne pas voir les combattants en culottes rouges, (la tenue qu'elle avait connue en soignant les soldats blessés lors du siège de METZ durant la guerre de 1870).
Durant la 2e guerre mondiale, les cheminots des ateliers ont été plus durement malmenés. L'occupant était omniprésent au travers de ses dirigeants hargneux. L'inquisition administrative était poussée très loin. Tout le passé de Monsieur BRETON était relevé, et cela dans des domaines aussi divers que son appartenance à des syndicats, sociétés, associations sportives ou culturelles, partis politiques, l'existence éventuelle de non « Aryens », parmi ses ascendants et ceux de son épouse. Tous les renseignements devaient être confirmés par une personne digne de foi. Les tracasseries ne manquaient pas ; ainsi Monsieur BRETON a été invité à changer de nom. Il a refusé en prétextant, au cours d'une entrevue, que son interlocuteur Allemand « Landry » portait un nom aussi Français que le sien. Celui-ci avait programmé son changement de nom pour « l'après victoire ». Monsieur BRETON lui a répondu que pour lui la question pouvait également être reportée dans les mêmes conditions !
À une certaine époque, M. BRETON s'occupait de la manoeuvre des wagons. Cela lui a donné l'occasion de participer à la résistance en envoyant quelques wagons, chargés de cuivre récupéré, vers PAGNY (frontière entre l'Alsace Lorraine annexée et la zone occupée) plutôt que vers l'Allemagne.
Les risques qu'il prenait étaient grands car le cuivre était un matériau stratégique. Monsieur BRETON a évidemment connu les bombardements de fin 1944 et la destruction presque complète des ateliers. La reprise du travail a été des plus pénibles car le travail devait se faire en plein air aussi bien en été qu'en hiver. Il a assisté à la reconstruction des ateliers qui s'est achevée vers 1950.
Les qualités de M. BRETON n'ont pas manqué d'être appréciées. Il a été nommé chef d'équipe dès 1919 puis contremaître en 1947. Il a été invité à se retirer le 1.09.1950 à l'âge de 62 ans alors qu'il était encore plein de vie et encore bien jeune. Depuis, il passait sa retraite non loin des ateliers près du pont du chemin de fer qui enjambe la rue de Pont-à-Mousson. Nous avions projeté de lui rendre une seconde visite pour recueillir d'autres souvenirs mais nous avons appris avec beaucoup de tristesse qu'il était décédé le jour de son 93e anniversaire.
Le destin a voulu que ce soit le 1er septembre 1981, exactement le jour du 31e anniversaire de son départ des ateliers, que Monsieur BRETON soit conduit à sa dernière demeure, au cimetière de MONTIGNY qui touche et qui surplombe ces ateliers où il avait passé 47 années de sa vie.
Bernard KLEIN et Pierre LENHOF
Jeudi 3 août 2017 - Républicain Lorrain
Sur les 14 ha dont 44 500 m2 d'ateliers, avec toutes les voies ferrées in situ : 3 400 couvertes, dont 980 avec fosse, plus de 7 700 m de voies extérieures, et 4 400 m de pistes, l'endroit a constitué un bel outil de travail. Son histoire a débuté lors de la construction de la ligne Metz-Nancy en 1850 avec un dépôt de locomotives. Six ans plus tard, il fut transformé en atelier pour les réparer. Puis il a fallu penser à la maintenance des voitures et wagons, d'où la première extension. L'annexion allemande n'a fait que conforter cet outil. En 1918, la Compagnie des chemins de fer d'Alsace-Lorraine modernise les lieux, construit de nouveaux bâtiments. Les locomotives à vapeur 040 (série G8 de l'ancien réseau AL) y retrouvent une nouvelle jeunesse.
L'endroit était tellement stratégique que les ateliers ont été bombardés trois fois entre 1939 à 1944. Les dégâts furent colossaux : destruction partielle des ateliers de locomotives, destruction totale des ateliers de voitures et wagons. Les Allemands ont même dynamité ce qu'il en restait, avant de fuir devant l'avancée des Américains.
Après la Libération, tout a été restructuré. On trouvait sur le site l'arrondissement du Matériel ; les ateliers de locomotives à vapeur spécialisés dans la réparation des locomotives 141 R livrées par l'industrie américaine, fin 1945 ; l'entretien pour la réparation des wagons.
L'électrification a apporté son lot de changement. 1966, 1969 et 1972 ont constitué des tournants décisifs. La vapeur disparaît progressivement, l'arrondissement de Metz-Traction et Matériel-Montigny fusionnent et l'Entretien de Montigny devient établissement directeur pour 21 500 wagons plats à bogies de grande longueur, 13 500 tombereaux à essieux, 1 000 de service. Activité qui débouche sur celle de l'entretien et de réparation des bogies et des essieux à partir de 1975 1 600 bogies Y19 et 19A, mais aussi 105 000 bogies Y 25.Des tentatives
Depuis 2008, la conjoncture économique très difficile affecte le fret ferroviaire. La SNCF récupère les essieux présentant encore un potentiel sur de nombreux wagons radiés. En 2009, l'activité de réparation d'essieux de Montigny y est inférieure à 10000, moins de 7 000 en 2011, moins de 4 300 en 2012... Une restructuration des centres de réparation d'essieux fret de la SNCF était nécessaire. Les sites de Tergnier dans l'Aisne et de Nîmes-Courbessac dans le Gard sont suffisants, en capacité, pour traiter l'ensemble des besoins. L'activité de réparation d'essieux voyageurs, marginale à Montigny, est insuffisante pour assurer l'avenir de cet atelier. Une association avec le groupe franco-allemand GHH Valdunes échoue. La décision de fermeture de l'atelier de Montigny-lès-Metz prend effet 14 février 2013.
Un sursaut
Les anciens ateliers SNCF n'ont pas été retenus pour monter la filière de démantèlement-valorisation des toutes premières rames du TGV-Atlantique. Le site d'Ambérieux-en-Bugey, dans l'Ain, un ancien noeud ferroviaire, a été choisi. C'est une déconvenue pour Montigny. La SNCF a préféré Vinci pour conduire ce premier projet d'envergure qui implique le démantèlement de 104 rames, soit 1 248 motrices et voitures.
Lundi 2 décembre 2019 (RL)
Mercredi 4 décembre 2019 (RL)
Jeudi 19 décembre 2019
 |
Les derniers fantassins du rail Ils restent debout. Ils étonnent ceux qui les observent Ils narguent ceux qui leur veulent du mal. Les derniers piliers qui soutenaient la charpente des ateliers SNCF semblent vouloir résister aux engins chargés de les anéantir. Ils donnent l'image d'une armée qui garde encore l'espoir et la la volonté d'être les derniers à mener la lutte impitoyable contre les mâchoires des démolisseurs... mais avant la fin de l'année ils devront se rendre. Ils tomberont un à un. Ce champ de bataille sera nettoyé ne laissant qu'une surface propre de près de 14 ha où seront construites de nouvelles installations. Photo RL. |
| Retour menu « Rues de Woippy » | Page précédente | Haut de page |
| raconte-moi-woippy | Retour menu |